 sv
sv
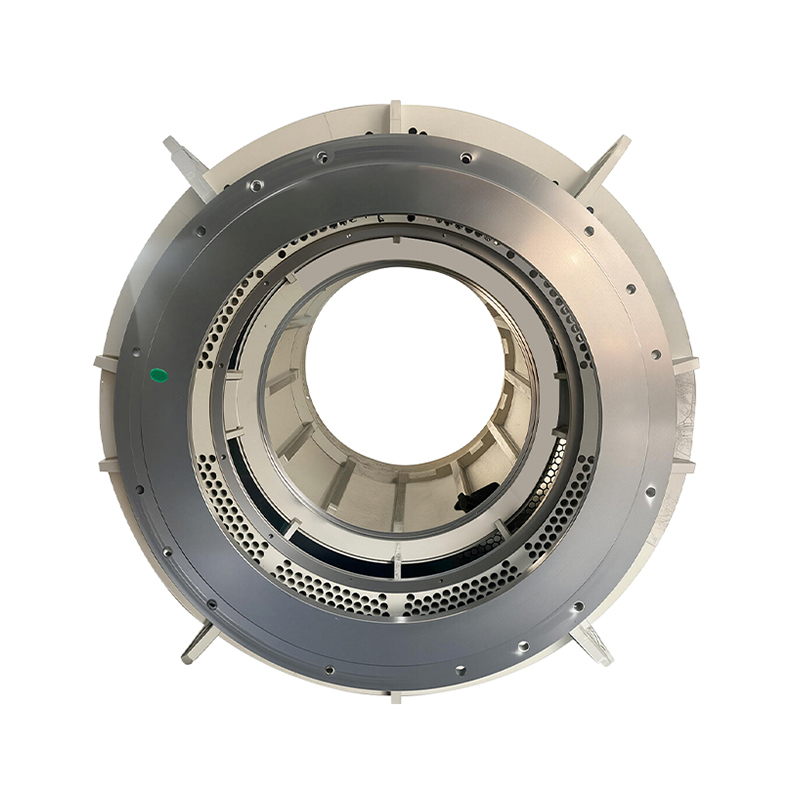
Interlock Laminated Core: Precisions- och prestandavinster
Den avgörande fördelen med en interlock laminerad kärna är dess förmåga att minska virvelströmsförlusterna med upp till 95 % jämfört med en solid kärna, samtidigt som man eliminerar behovet av svetsning eller nitning i monteringsprocessen. Denna dubbla fördel förbättrar både den elektriska effektiviteten och tillverkningshastigheten i motorproduktion med stora volymer.
Tekniken har gått bortom enkel stapling. Moderna förreglingssystem innehåller nu mikrofunktioner som fysiskt binder laminat på en nästan molekylär nivå under stämpling, vilket skapar en monolitisk struktur som motstår vridpåkänningen från högvarvtalsdrivmotorer. Att förstå präglingsformens arkitektur och materialåterfjädrande dynamik är avgörande för ingenjörer som specificerar dessa kärnor.

Förreglingens mekanik utan främmande material
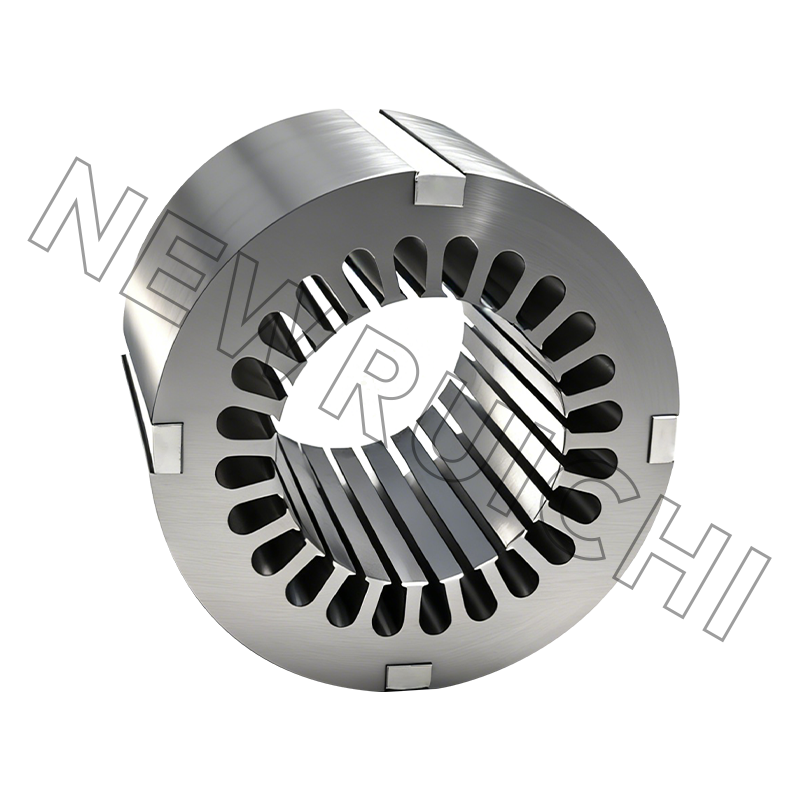
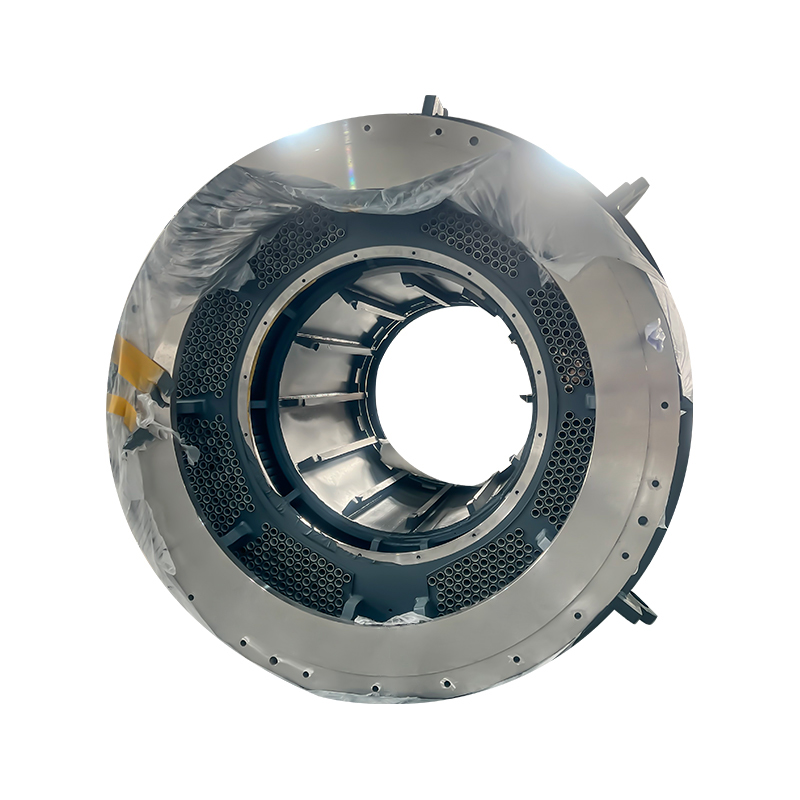
Till skillnad från traditionell kärnkonstruktion som förlitar sig på klossar, bultar eller MIG-svetsning längs den yttre diametern, använder en interlock-laminerad kärna en geometrisk passform för att binda lager. Under höghastighetspressningsprocessen skär den progressiva formen exakta cylindriska eller V-formade utsprång på en laminering som trycks in i motsvarande urtag på det intilliggande arket. Störningen passar, ofta bara 0,02 till 0,05 mm , genererar en hållkraft som är tillräckligt stark för att bibehålla lamineringsintegriteten under lindnings- och lackeringsstegen.
Elimineringen av svetsning är ett betydande tekniskt språng. Svetsning skapar en kortslutningsbana längs det bakre järnet, vilket genererar lokala hot spots som försämrar magnetisk permeabilitet. Genom att ta bort denna ledningsbana bibehåller sammankopplade kärnor en verkligt isolerad lamineringsstruktur, vilket säkerställer att flödestätheten förblir enhetlig över hela tandprofilen.
Kvantifiera effektiviteten och vridmomentförbättringen
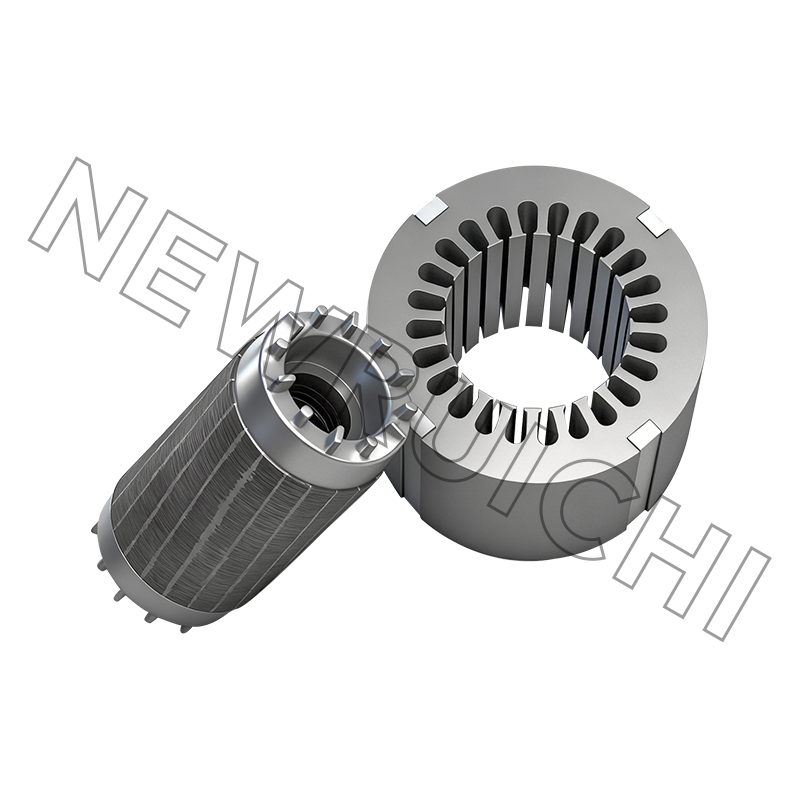
Skiftet från en svetsad till en sammankopplad kärndesign påverkar direkt effekttätheten hos en elmotor. Testning på en 12-slots, 8-polig koncentrerad lindningsstator avslöjar prestandans delta tydligt.
| Parameter | Svetsad kärna | Interlock laminerad kärna |
|---|---|---|
| Järnförlust @ 1000 Hz (W/kg) | 48 | 38 |
| Kuggningsmoment (mNm) | 12 | 4 |
| Staplingsfaktor | 95 % | 98,5 % |
| Tillbaka Järntemperaturökning | 65°C | 48°C |
Minskningen av kuggvridmoment till 4 mNm är särskilt kritisk för buller, vibrationer och hårdhet (NVH) i fordonstraktionsapplikationer. Denna jämnhet är resultatet av den exakta vinkelinriktningen som upprätthålls av förreglingsfunktionerna, vilket förhindrar den roterande glidningen mellan skikten som plågar mekaniskt fastklämda kärnor under termisk cykling.
Kritiska verktygsparametrar för nolldefektstaplar
Ett framgångsrikt interlock-laminerat kärnprojekt misslyckas eller lyckas inuti stämplingsformen. Interlock-funktionen skapas i slutskedet av en progressiv stans, vilket kräver absolut kontroll över materialmatningen och hål från stans till stans. Varje varians här multipliceras över stapelhöjden.
Kontrollerad återfjädring och ytplanhet
Silikonstål uppvisar materialåterfjädring på ungefär 2 till 4 grader efter böjning. För att låsflikarna ska greppa säkert måste formen överböja fliken exakt så att den slappnar av till ett låst läge inuti håligheten i det intilliggande lagret. Avancerade progressiva matriser använder nu servodrivna tryckkuddar som justerar tonnaget i realtid, vilket kompenserar för hårdhetsvariationer från spole till spole. Utan denna kompensation uppstår lösa staplar eller lamineringsbrott.
Interlock kvantitet och formgeometri
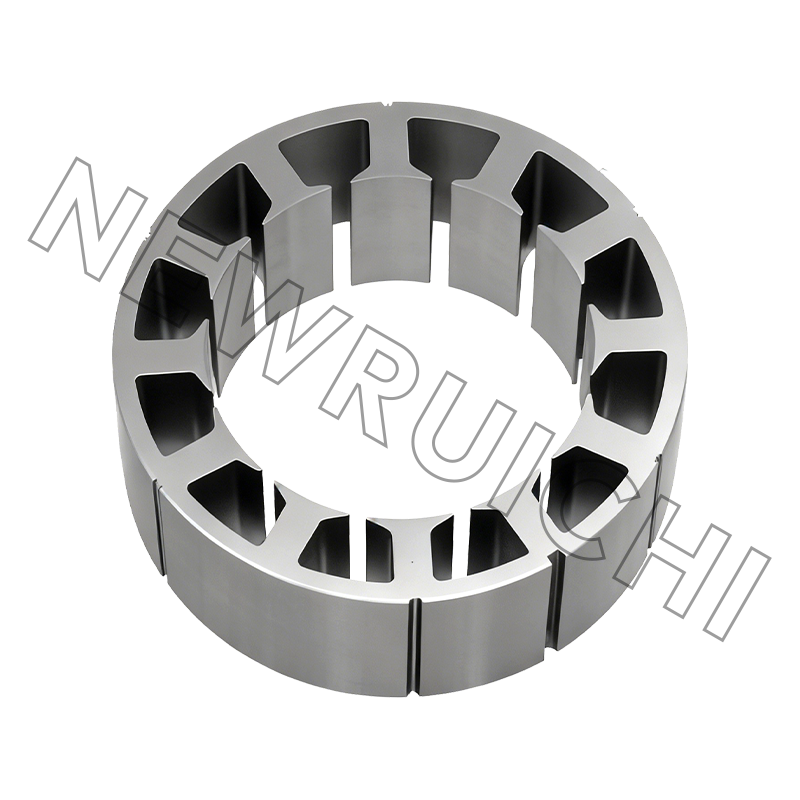
Geometrin dikterar skjuvhållfastheten för det sista blocket. Nuvarande bästa praxis för en stator med en diameter på 200 mm använder dessa profiler:
- Runda gropar: Bäst för små servomotorer under 5kW ger symmetrisk hållkraft med minimal påverkan på den magnetiska banan.
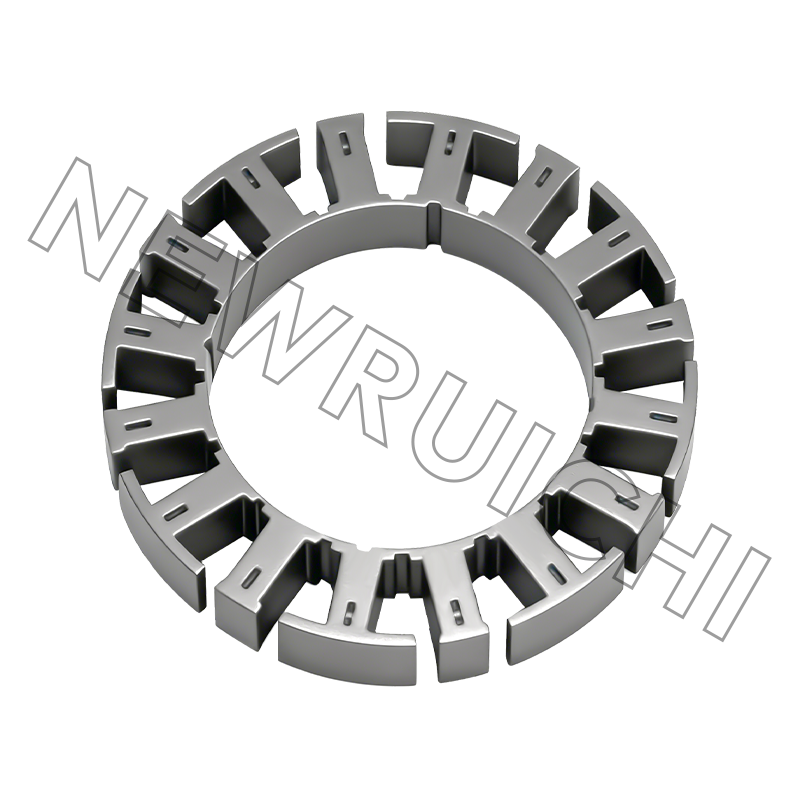
- V-formad eller deltaförregling: Levererar 40 % högre utdragningsmotstånd än runda mönster genom att skapa en laxstjärtseffekt, nödvändig för motorer som överstiger 10 000 rpm.
- Zoner med variabelt tryck: En teknik där förreglingsdjupet reduceras i statortandzonen för att förhindra att isoleringsskiktet spricker, medan maximal klämkraft uteslutande appliceras på okområdet.
Materialbegränsningar och elektrisk isoleringsintegritet
Förregling stör i sig den isolerande oxiden eller lackbeläggningen på stålytan. När fliken skär sig genom beläggningen skapar den en metall-till-metall-brygga. Att hantera denna kortslutningsrisk är den primära designutmaningen. I högfrekvensomriktare som använder växelriktare av kiselkarbid (SiC) kan de skarpa dv/dt-pulserna inducera destruktiva strömmar genom dessa förreglingar.
För att mildra detta tillämpar tillverkare nu en sekundär självbindande epoxi som aktiveras under en härdningscykel. Medan den mekaniska förreglingen ger grön styrka för hantering, fyller den bakade epoxin mikrohålen i skärkanterna och återställer det elektriska motståndet till ovan 5 megaohm vid 500V. Denna hybridförreglingsförbindningsprocess håller snabbt på att bli standarden för 800V EV-traktionsmotorer.
Implementering av kvalitetsverifiering i formen
Att förlita sig på destruktiva utdragningstester av färdiga högar är föråldrat. Intelligenta stämplingsceller integrerar nu laserförskjutningssensorer direkt i formhåligheten. När lamineringar lämnar förreglingsstationen mäter en sensor utsprångshöjden på låsfliken. Om flikhöjden avviker från nominellt 0,8 mm mål med mer än 0,03 mm , justerar presskontrollen rampenetration omedelbart eller avleder den dåliga delen innan en full stack äventyras. Denna återkoppling med återkoppling möjliggör ett förstapassageöverskridande 99,9 % , väsentligt när man producerar en rotorkärna var 2,5:e sekund.
Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Tillverkare av stator- och rotorkärnor
