 sv
sv
Motorram och motorhus: material, standarder och urvalsguide
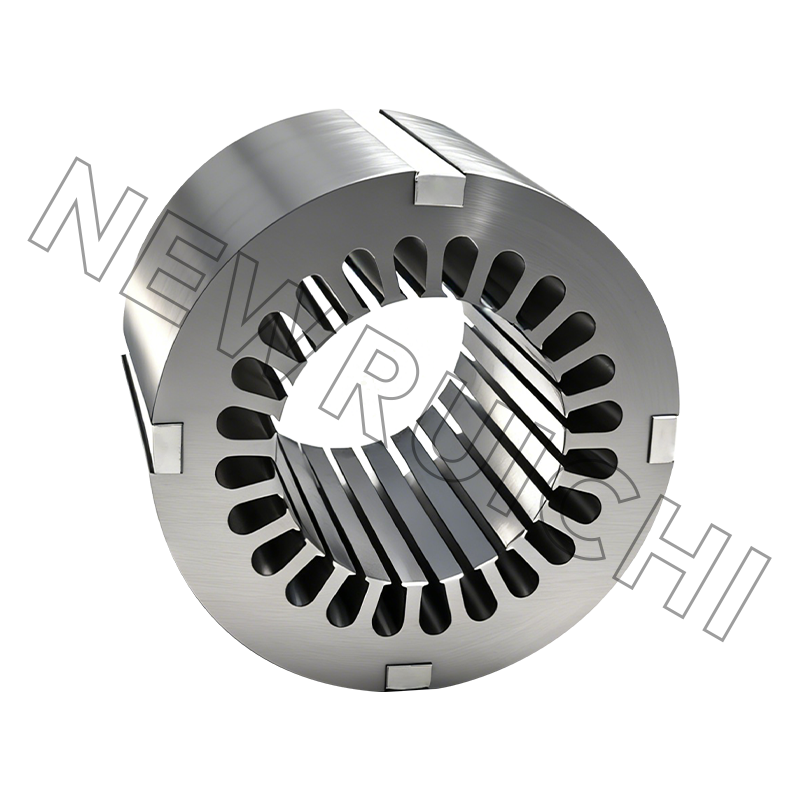
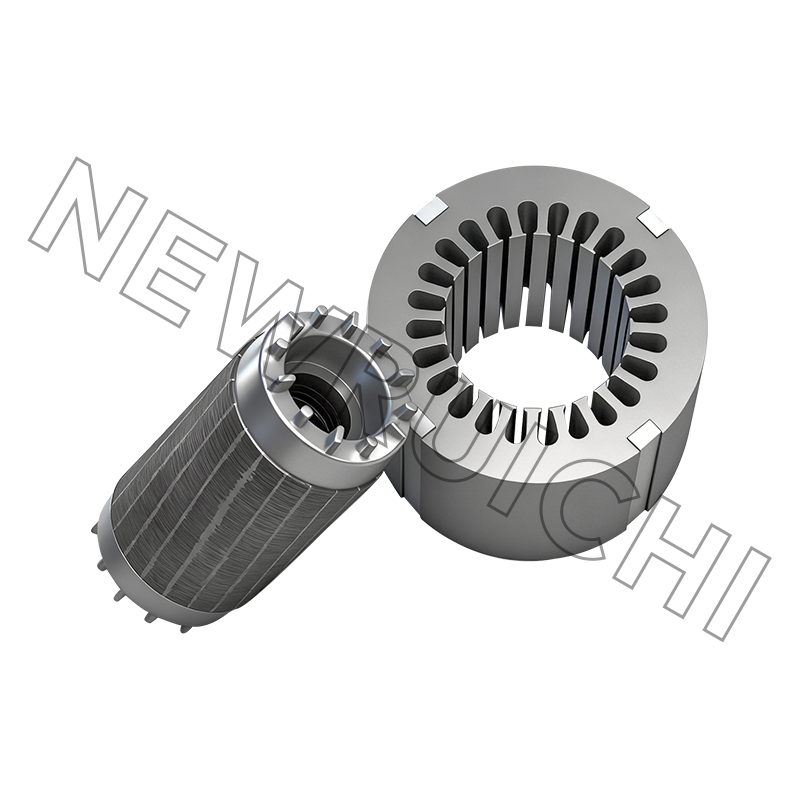
En motors interna komponenter - statorn, rotorn, lindningarna och lagren - är precisionskonstruerade för snäva toleranser. Utsätt dem för vibrationer, fukt, damm eller mekaniska stötar utan rätt hölje, och de misslyckas snabbt. Motorramen och motorhuset är det som står mellan din drivlina och miljön, och att välja rätt definierar hur länge din utrustning går, hur effektivt den avleder värme och om den överlever de förhållanden den byggdes för.
Den här guiden bryter ner nyckelfaktorerna i valet av motorram och hus: material, tillverkningsmetoder, industristandarder och applikationsspecifika krav – med fokus på det tunga, stora segmentet där designbeslut väger tyngst.
Vad är en motorram och varför spelar den roll
Termerna "motorram" och "motorhus" används ofta omväxlande, men de beskriver relaterade begrepp. Den motorram hänvisar till motorns yttre strukturella kropp — den tillhandahåller monteringsgränssnittet, ställer in axelhöjden och definierar motorns fotavtryck. Den motorhus (eller motorhölje) är höljet som skyddar interna komponenter och hanterar värme- och miljöexponering.
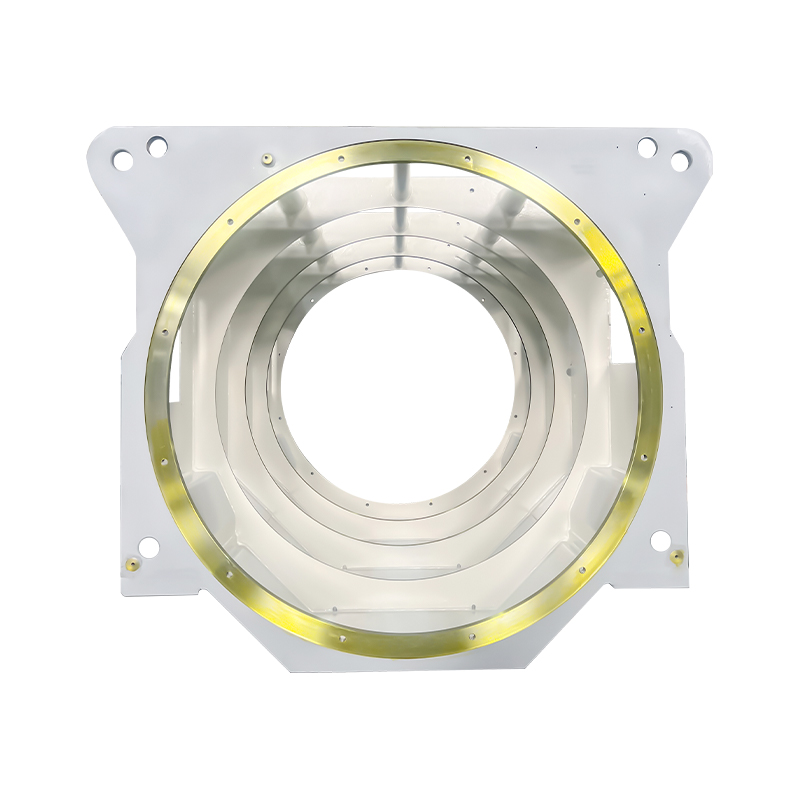
Ett väldesignat motorhus gör fyra saker samtidigt: det absorberar och överför mekaniska belastningar, skyddar interna komponenter från damm, fukt och korrosiva ämnen, underlättar värmeavledning genom flänsar eller kylkanaler och ger elektrisk isolering genom att förhindra kontakt med strömförande inre delar. I krävande industri- och energitillämpningar är höljet inte ett passivt skal – det är en bärande, termiskt aktiv, miljötät struktur.
I praktiken påverkar husets design direkt motorns effektivitet, livslängd och underhållsintervall. Dålig värmeavledning påskyndar nedbrytning av lindningsisoleringen. Otillräcklig tätning gör att föroreningar når lagren. Otillräcklig strukturell styvhet under cyklisk belastning leder till utmattningsbrott vid monteringsflänsar. Det här är ingenjörsproblem, inte monteringsproblem.
Nyckelmaterial som används i motorramar och hus
Materialvalet är det första och mest avgörande beslutet vid design av motorhus. Varje materialklass erbjuder en annan balans mellan styrka, vikt, termisk prestanda, korrosionsbeständighet och kostnad.
| Material | Styrka | Vikt | Värmeledningsförmåga | Korrosionsbeständighet | Bäst för |
|---|---|---|---|---|---|
| Gjutjärn | Hög | Tung | Måttlig | Låg (kräver beläggning) | Tung industrial, high-vibration environments |
| Aluminiumlegering (gjutgods) | Måttlig | Ljus | Utmärkt | Bra | Kompakta motorer, elbilar, värmekänsliga applikationer |
| Svetsat stål (tillverkat) | Mycket hög | Tung | Bra | Måttlig (coating required) | Stora motorer: vindturbiner, marin, HV-industri |
| Rostfritt stål | Hög | Tung | Måttlig | Utmärkt | Livsmedelsförädling, pharma, offshore, kemiska miljöer |
Gjutjärn förblir standarden för generella industrimotorer där vikten inte är en begränsning. Den bearbetar väl, dämpar vibrationer effektivt och tolererar hög mekanisk påfrestning. Dess huvudsakliga begränsning är känslighet för korrosion utan ytbehandling.
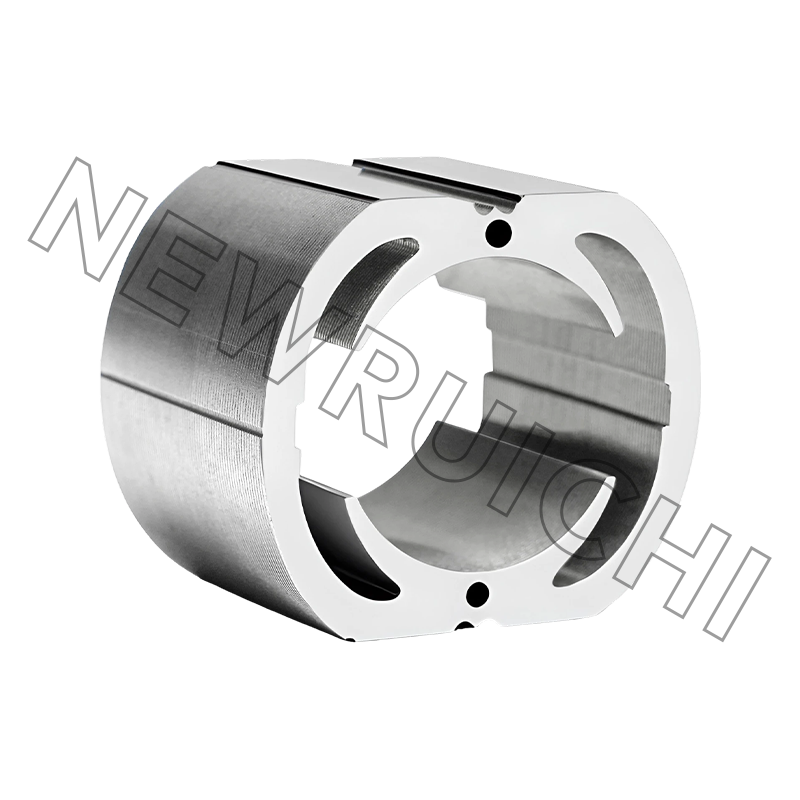
Pressgjutning av aluminium dominerar kompakta och medelstarka motorhus. Dess värmeledningsförmåga - ungefär tre gånger den hos gjutjärn - gör den idealisk där värmehantering är kritisk. Det är standardvalet i EV-traktionsmotorer och servomotorapplikationer där effekttätheten är hög.
Svetsad stålkonstruktion upptar ett helt annat segment. För stora motorer i megawattområdet - vindkraftsgeneratorer, högspänningsdrivna industrier, marina framdrivningssystem - blir pressgjutningsverktyg opraktiska och gjutjärn blir för tungt att hantera. Svetsade ramar av lådtyp, tillverkade av stålplåt och konstruktionssektioner, erbjuder den dimensionella flexibiliteten, styrkan och reparerbarheten som storformatapplikationer kräver. Detta är konstruktionsmetoden där precisionstillverkning och svetskvalitet avgör allt.
Motorramsstandarder: NEMA vs IEC
Två stora standardiseringssystem styr motorramsdimensioner globalt: NEMA (National Electrical Manufacturers Association), som används främst i Nordamerika, och IEC (International Electrotechnical Commission), som används i Europa, Asien och de flesta internationella marknader.
NEMA ramstorlekar använder en alfanumerisk beteckning - till exempel 182T eller 324T - där de två första siffrorna kodar axelhöjden i sextondelar av en tum, och bokstavssuffixet ger information om monteringskonfiguration och axelspecifikationer. Standard integrerade hästkrafter NEMA-ramar går från 143T till 449T, och täcker motorer i intervallet 1–250 hk. Utöver detta tar IEEE-standarderna över för större industrimaskiner.
IEC ramstorlekar använder ett metriskt system baserat på axelns mittlinjehöjd i millimeter. En ramstorlek på IEC 160 anger till exempel en axelhöjd på 160 mm. IEC-beteckningar följer formatet: ramnummer bokstavssuffix som indikerar monteringstyp (B3 för fotmonterad, B5 för flänsmonterad, etc.).
För inköpsingenjörer är den praktiska innebörden följande: NEMA- och IEC-motorer med samma märkeffekt är inte dimensionellt utbytbara . Bultmönster, axeldimensioner och övergripande fotavtryck skiljer sig åt. När du anger ersättnings- eller uppgraderingsmotorer för internationell utrustning, bekräfta alltid ramstandarden och verifiera icke-standardiserade dimensioner (total längd, ledningslådans position) med tillverkaren – dessa regleras inte av varken NEMA eller IEC och varierar mellan leverantörer.
För mycket stora motorer - de som används i vindturbiner, högspänningsdrifter för industri och marina system - är anpassade ramdimensioner konstruerade för projektspecifika krav. Standardiserade ramtabeller gäller inte i denna skala; strukturella beräkningar och applikationsspecifika lastfall driver konstruktionen.
Tillverkningsprocesser: pressgjutning, sandgjutning och svetsad konstruktion
Tillverkningsmetoden för ett motorhus är lika konsekvent som materialet. Varje process har en definierad envelope av delstorlek, komplexitet, volym och dimensionell noggrannhet där den presterar bäst.
Högtryckspressgjutning är den dominerande processen för aluminiumhus i små till medelstora intervall. Cykeltiderna är korta, dimensionell repeterbarhet är utmärkt och processen integrerar kylflänsar, monteringslister och komplexa inre geometrier i ett enda skott. Verktygskostnaderna är betydande - vanligtvis 50 000 USD eller mer per form - så pressgjutning är ekonomiskt motiverat vid volymer som amorterar verktygsinvesteringen.
Sandgjutning och förlorad skumgjutning minska verktygskostnaderna dramatiskt (så lite som 2 000–5 000 USD per form) och ta emot större, mer komplexa geometrier. De är det rätta valet för prototyper, skräddarsydda hus med stor ram och produktionsserier med mindre volymer där verktygsverktyget inte är kostnadseffektivt. Dimensionsnoggrannheten är lägre än pressgjutning, med typiska toleranser på ±0,3 mm, men detta är tillräckligt för de flesta stora motortillämpningar.
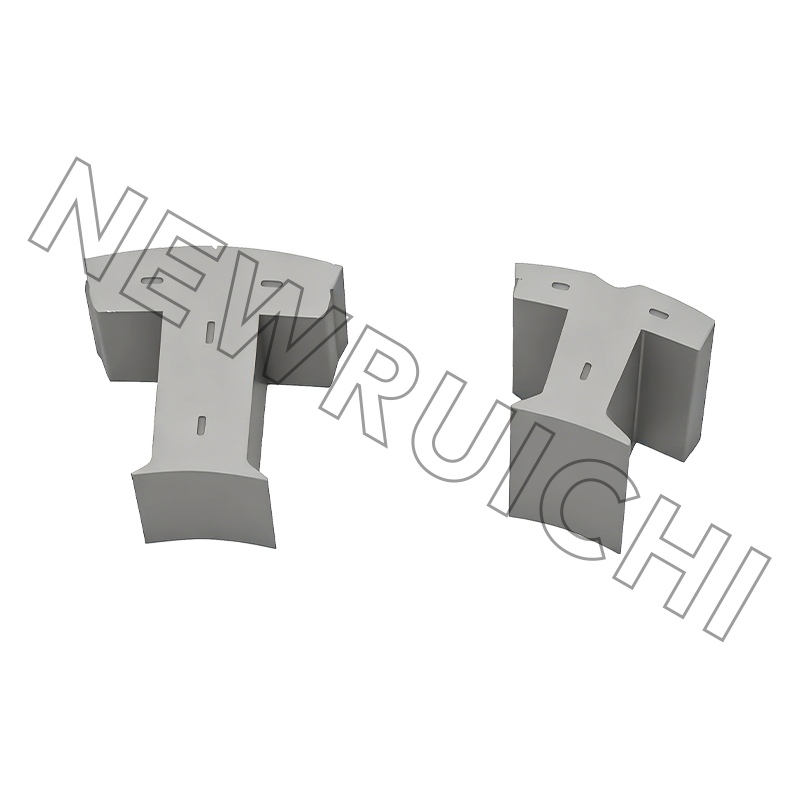
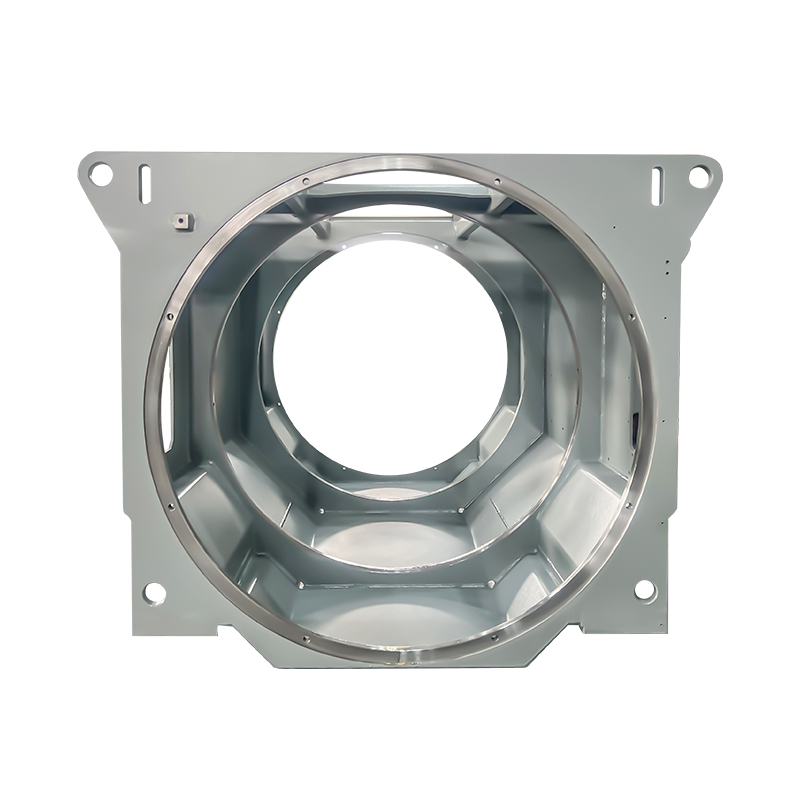
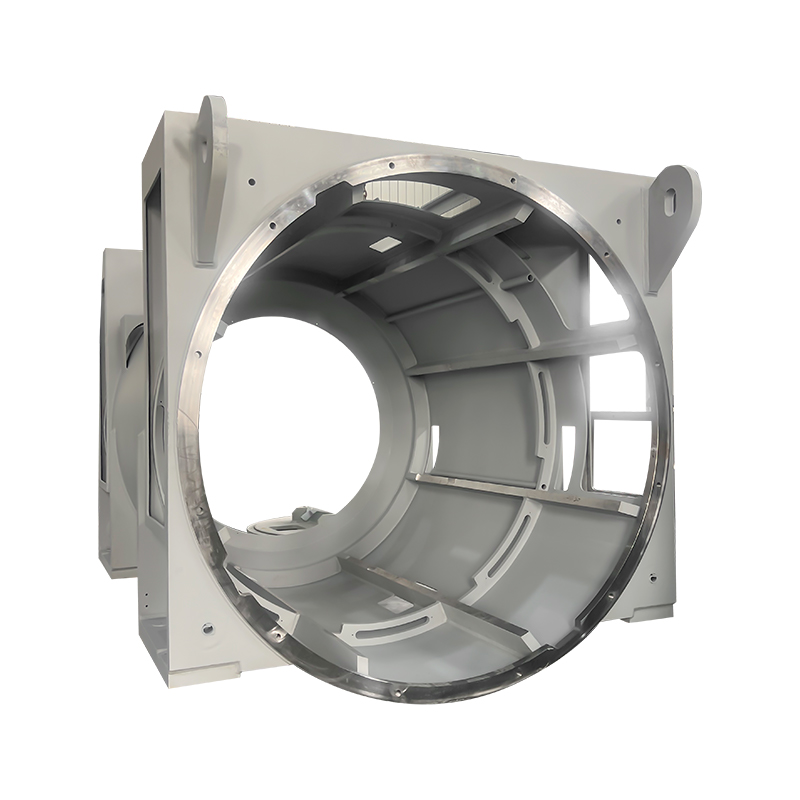
Svetsad konstruktion av lådtyp är den valda metoden för de största motorramarna - de som används i multimegawatts vindkraftverk, högspänningsindustrimotorer och marina framdrivningsenheter. Stålplåtar skärs, formas och svetsas till exakta strukturella sammansättningar. Denna process hanterar praktiskt taget obegränsade ramstorlekar, tillåter reparation och modifiering på fältet och producerar hus med mycket hög strukturell integritet under cyklisk belastning. De kritiska kvalitetsvariablerna är svetskvalitet, dimensionsnoggrannhet efter svetsning (termisk distorsionskontroll) och ytförberedelse för korrosionsskydd. Cailiangs tillverkningskapacitet är specifikt uppbyggda kring denna process, med dedikerade svetslinjer, eftersvetsbearbetning och kvalitetskontrollsystem för produktion av stora motorhus.
Applikationsspecifika överväganden: Vindkraftverk, industri och marin
Kraven på motorhus ändras avsevärt beroende på driftsmiljön. Tre applikationssegment utmärker sig för sina krävande och distinkta krav.
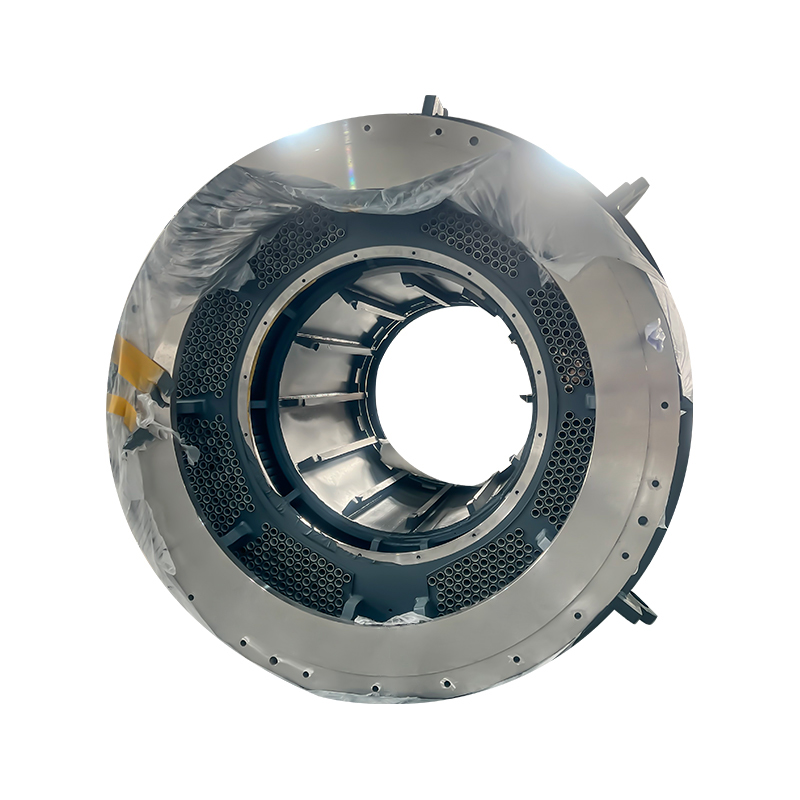
Vindkraftsgeneratorhus
Vindkraftverksgeneratorer arbetar på avlägsna, ofta offshore-platser där underhållsåtkomst är sällan och ersättningslogistiken är dyr. Generatorhuset måste motstå årtionden av cyklisk mekanisk belastning från rotorn, temperaturväxlingar från -30°C till 50°C och korrosiv exponering för saltluft i kust- och offshoreinstallationer. Ramstyvheten är kritisk: resonans mellan husets egenfrekvens och rotorexcitationsfrekvenser kan påskynda utmattningsfel. Svetsade motorhus av lådtyp för vindkraftsgeneratorer är konstruerade för att möta dessa strukturella och miljömässiga krav, med korrosionsskyddssystem och svetsinspektionsprotokoll anpassade till den förväntade 20-åriga livslängden.
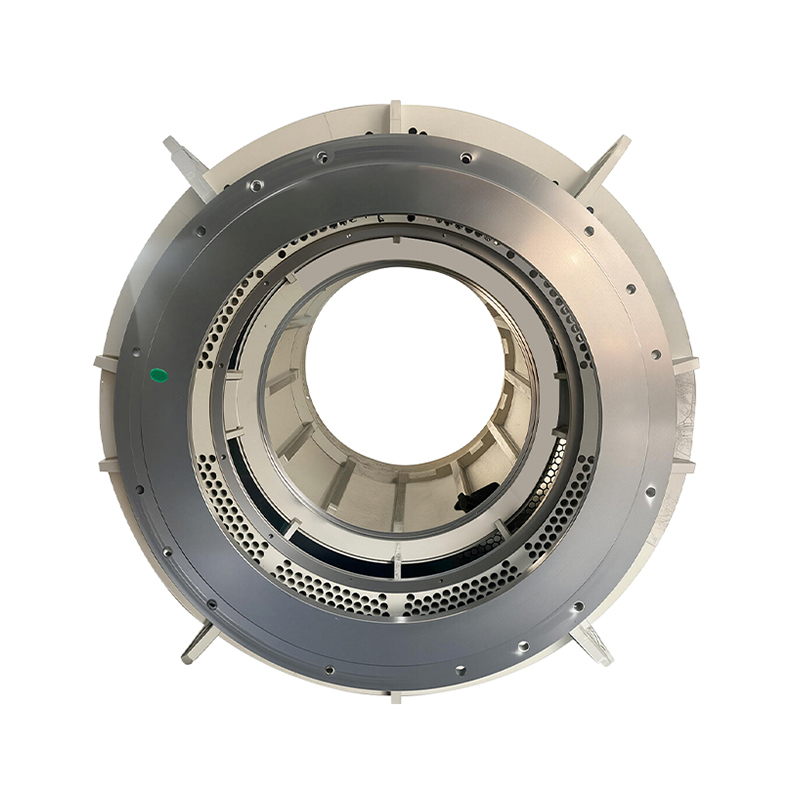
Högspänningshus för industrimotorer
Stora industriella frekvensomriktare – kompressorer, pumpar, extrudrar, kvarnar – använder motorer i hundratals till tusentals kilowatt, vilket kräver hus som klarar avsevärda radiella och axiella lagerbelastningar, rymmer tvångsluft- eller vattenkylningssystem och uppfyller IP-skyddsklasser som är lämpliga för installationsmiljön. Kraftiga motorhus för högspänningsindustritillämpningar måste också uppfylla internationella elektriska säkerhetsstandarder, med jordningsföreskrifter, konfigurationer av ledningsingångar och kopplingsboxarrangemang samordnade med motorns elektriska design.
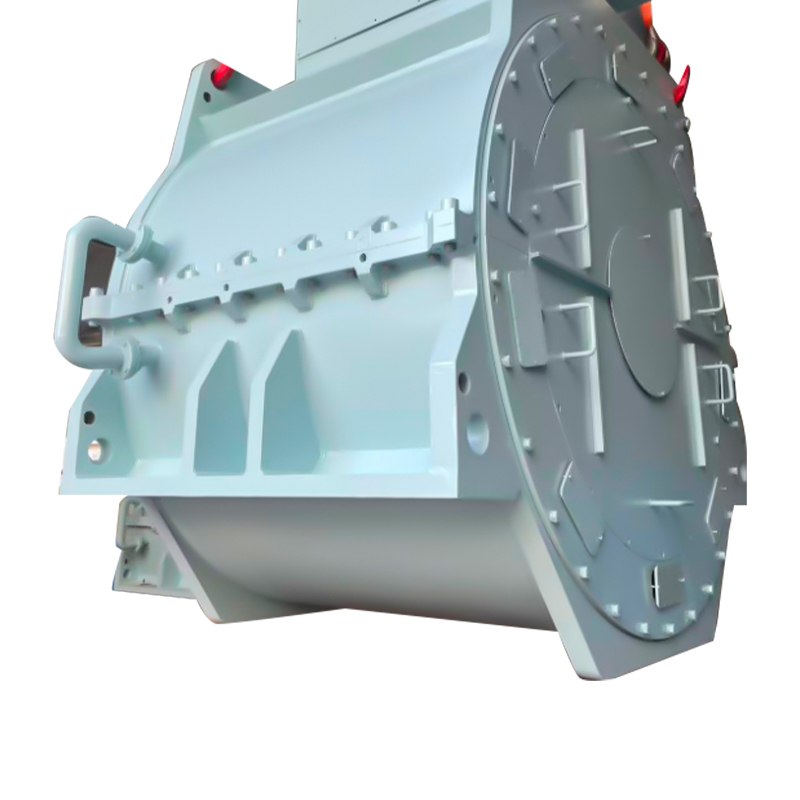
Marine Motorhus
Marina miljöer uppvisar de mest aggressiva korrosionsförhållandena för alla industriella tillämpningar. Saltspray, fukt och biologisk nedsmutsning angriper oskyddade stålytor kontinuerligt. Marine motorhus kräver val av basmaterial och beläggningssystem som är specifikt kvalificerade för exponering för saltvatten, och i många fall rostfritt stål eller varmförzinkade konstruktionsdelar för långtidsskydd. Vibrationsisolering är också mer komplex i marina installationer, där fartygets strukturburet buller och skrovvibrationer överförs till motorfästet. Korrosionsbeständiga motorhus designade för marina miljöer integrera dessa krav från konstruktionsstadiet snarare än att tillämpa dem som eftertanke.
Hur man väljer rätt leverantör av motorram
För standardmotorer med små till medelstora ramar styrs valet av leverantör till stor del av pris, ledtid och efterlevnad av certifiering. För applikationer för stora ramar och skräddarsydda höljen skiftar utvärderingskriterierna mot teknisk förmåga, tillverkningsprocesskontroll och integrering av leveranskedjan.
Nyckelfaktorer att utvärdera hos en leverantör av motorhus med stor ram:
- Svetscertifiering och processkontroll : AWS eller EN ISO svetsprocedurkvalifikationer, kvalificerade svetsarregister och dokumenterade oförstörande testning (NDT)-program är inte förhandlingsbara för strukturella hus i energi- och marina applikationer.
- Möjlighet för eftersvetsning : Lagersäten, ändsköldsgränssnitt och flänsmonteringsytor kräver snäva dimensionstoleranser som endast kan uppnås genom precisionsbearbetning efter svetsning. Utan egen bearbetning äventyras dimensionskontrollen.
- Ytbehandling och korrosionsskydd : System för blästring, grundning och topplack bör matcha exponeringskategorin. Leverantörer med egen ytbehandling styr processen; de som förlitar sig på underleverantörer inför en kvalitetsvariabel.
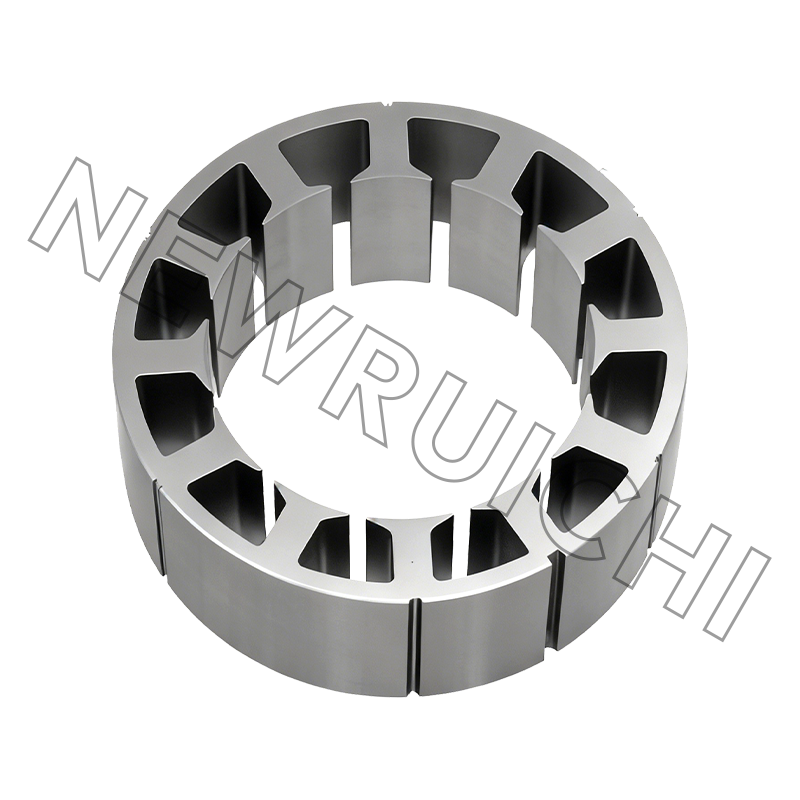
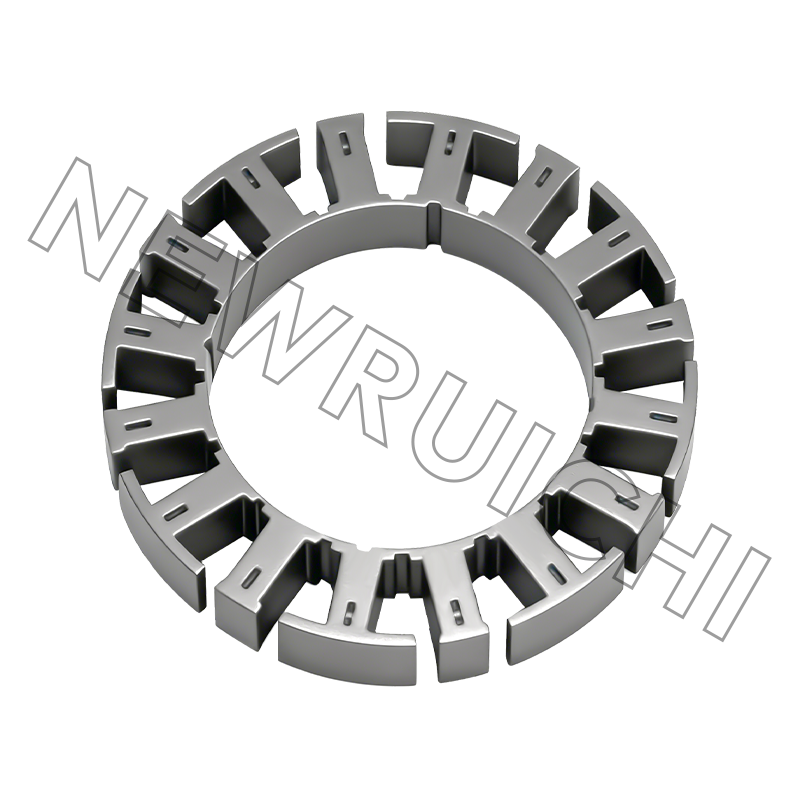
- Integrerad leveranskapacitet : En leverantör som tillverkar både motorhuset och precisionsmotorstator och rotorkärnor eliminerar gränssnittsrisk mellan två av motorns mest kritiska komponenter. Dimensionell koordination mellan kärnstapeln och huset är en frekvent källa till monteringsproblem när dessa komponenter kommer från separata leverantörer.
- Kvalitetssystem och certifieringar : ISO 9001-certifiering etablerar en baslinje. För marina och energitillämpningar ger klasssamhällets godkännanden (DNV, BV, Lloyd's, etc.) ytterligare garantier som är relevanta för slutansökan.
Beslutet mellan en standardram och en specialsvetsad konstruktion beror på motorstorlek, driftsmiljöns svårighetsgrad och kostnadskonsekvensen av oplanerad stilleståndstid. För allmänna industriella applikationer i området under 100 kW uppfyller katalogiserade gjutna eller pressgjutna ramar från certifierade tillverkare de flesta krav. För storskalig energigenerering, industriella högspänningsdrivenheter och marin framdrivning är den tekniska specificiteten hos ett specialsvetsat hölje inte valfritt – det är designlösningen som applikationen kräver.

Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Tillverkare av stator- och rotorkärnor
