 sv
sv
Transformatorlamineringskärna: Material och prestanda
Vad är en transformatorlamineringskärna och varför det är viktigt
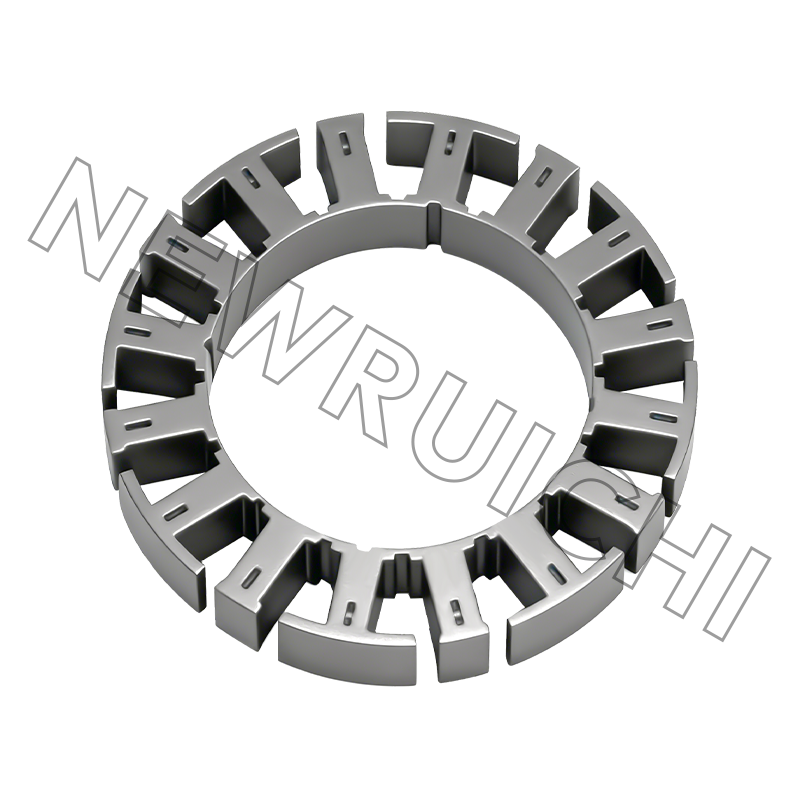
A transformator laminering kärna är det magnetiska hjärtat i alla transformatorer. Den är konstruerad genom att stapla tunna plåtar av elektriskt stål - allmänt känd som lamineringar - för att bilda en sluten magnetisk krets som kanaliserar magnetiskt flöde mellan primär- och sekundärlindningarna. Till skillnad från en solid järnkärna, minskar en laminerad struktur dramatiskt virvelströmsförlusterna genom att avbryta de ledande banorna genom vilka oönskade cirkulerande strömmar annars skulle flöda.
I praktiken är denna distinktion kritisk. Virvelströmmar genererar värme och spillenergi, vilket minskar den totala effektiviteten. Genom att isolera varje laminat med en tunn oxidbeläggning eller lackskikt, begränsar kärnan dessa strömmar till individuella ark, vilket minskar resistiva förluster. Resultatet är en kärna som går svalare, fungerar mer effektivt och håller betydligt längre under kontinuerlig elektrisk belastning.
Transformatorlamineringskärnor används över ett brett spektrum av elektrisk utrustning — från krafttransformatorer som hanterar nätspänningar, till strömtransformatorer används i mät- och skyddskretsar, till reaktorer som hanterar reaktiv effekt i industriella system. Geometrin, materialkvaliteten och tillverkningskvaliteten för kärnan avgör direkt hur bra var och en av dessa enheter presterar.
Silicon Steel: Materialgrunden för kärnprestanda
Valet av stålkvalitet är utan tvekan det mest avgörande beslutet i design av transformatorlaminering. Två primära kategorier av kiselstål används i industrin: spannmålsorienterade och icke-orienterade. Var och en har distinkta magnetiska egenskaper som gör den lämplig för olika applikationer.
Kornorienterat silikonstål
Kornorienterat silikonstål är tillverkad så att dess kristallina kornstruktur ligger i linje i en enda riktning - vanligtvis längs rullriktningen. Denna inriktning ger den exceptionellt låg kärnförlust och hög permeabilitet när det magnetiska flödet flyter parallellt med den riktningen. Det är det föredragna materialet för krafttransformatorer där flödesvägen är fast och effektiviteten är av största vikt. Typiska kärnförlustvärden för högkvalitativt kornorienterat stål sträcker sig från 0,85 till 1,05 W/kg vid 1,7 T och 50 Hz, vilket gör det till ett av de mest energieffektiva mjuka magnetiska materialen kommersiellt tillgängliga.
Icke-orienterat silikonstål
Icke-orienterat silikonstål har en mer enhetlig kornfördelning, vilket ger den konsekventa magnetiska egenskaper i alla riktningar. Medan dess kärnförlust per kilogram är något högre än kornorienterade kvaliteter, gör dess isotropa natur den idealisk för roterande maskiner och applikationer där flödesriktningen ändras - inklusive vissa konstruktioner av reaktorer och specialitet strömtransformatorer . Det är också lättare att stämpla till komplexa former, vilket ger tillverkningsflexibilitet.
Följande tabell jämför de två kiselståltyperna över nyckelprestandamått:
| Egendom | Spannmålsorienterad | Icke-orienterad |
|---|---|---|
| Kärnförlust (W/kg) | 0,85 – 1,05 | 2,0 – 4,5 |
| Magnetisk permeabilitet | Mycket hög (riktad) | Måttlig (isotropisk) |
| Stämplingskomplexitet | Måttlig | Hög flexibilitet |
| Typisk tillämpning | Krafttransformatorer | Reaktorer, motorer, CT |
Precisionsstämpling: Förvandla råstål till funktionella lamineringar
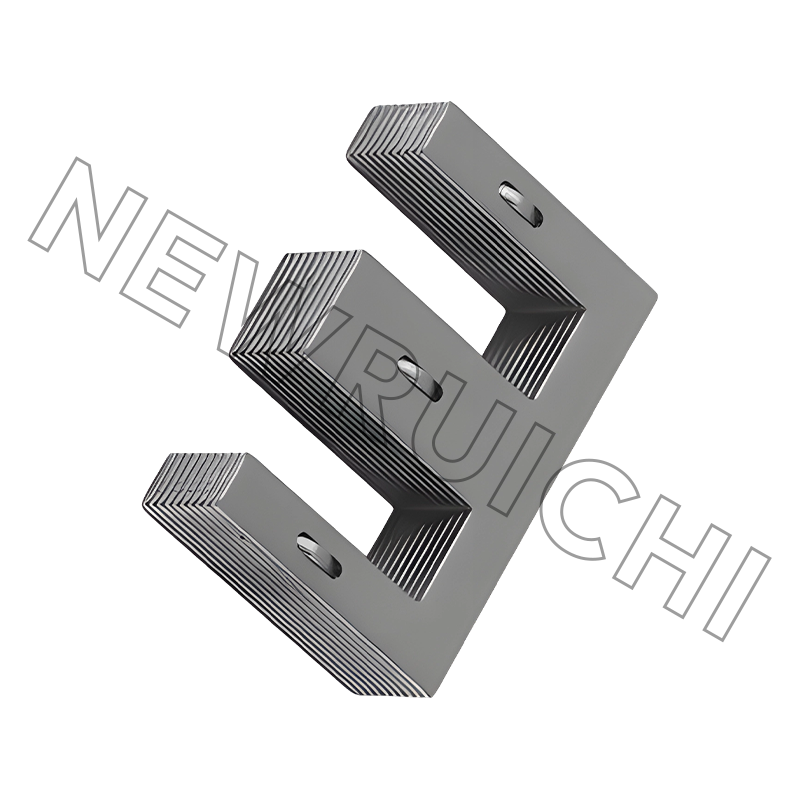
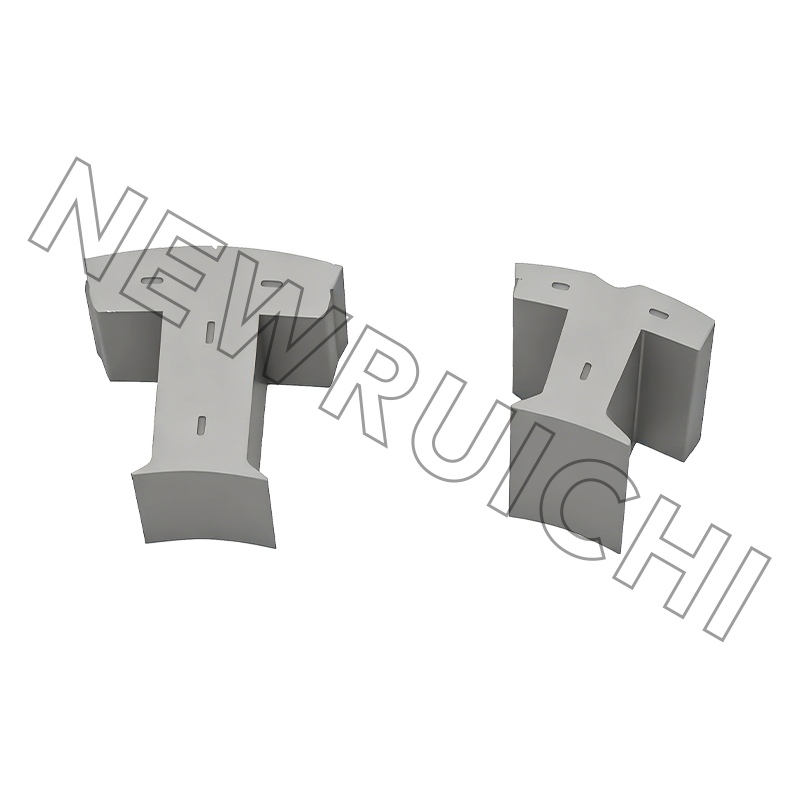
Råsilikonstålspolar måste skäras till exakta former innan de kan sättas ihop till en funktionell transformatorlamineringskärna. Precisionsstämpling är tillverkningsprocessen som uppnår detta, genom att använda härdade formsatser för att stansa lamineringar i profiler som E-I, C, U eller ringformade former med toleranser så snäva som ±0,05 mm.
Kvaliteten på stämplingsprocessen har en direkt inverkan på kärnprestandan. Dåligt skurna lamineringar introducerar grader längs kanterna - mikroskopiska metalliska utsprång som kan överbrygga intilliggande ark och skapa ledande genvägar. Dessa broar återställer just de virvelströmsbanor som laminering är utformad för att eliminera. Högprecisionsstansning med skarpa, välskötta verktyg ger rena skjuvningsytor som bevarar integriteten hos den isolerande ytbeläggningen på varje ark.
Nyckelparametrar som precisionsstämpling kontrollerar inkluderar:
- Lamineringstjocklek: Standardkvaliteter sträcker sig från 0,23 mm till 0,50 mm. Tunnare lamineringar minskar virvelströmsförlusterna ytterligare men kräver mer exakt bearbetning och ökar sammansättningens komplexitet.
- Gradhöjd: Styrd till under 0,03 mm i högkvalitativ produktion för att förhindra interlaminära kortslutningar.
- Dimensionell konsistens: Enhetliga dimensioner över tusentals bitar säkerställer en tät, gapfri stapel med förutsägbar magnetisk reluktans.
- Staplingsfaktor: Förhållandet mellan magnetiskt material och total stapelhöjd – vanligtvis 95–98 % för precisionsstämplade kärnor – påverkar direkt flödestätheten och effektiviteten.
Glödgningens roll för att återställa magnetiska egenskaper
Stämpling är mekaniskt aggressiv. Skjuvspänningarna som införs under skärning förvränger den kristallina kornstrukturen hos kiselstål, försämrar dess magnetiska permeabilitet och ökar kärnförlusten - ibland med 20–40 % jämfört med det jungfruliga materialet. Det är här glödgningsprocess blir väsentligt.
Glödgning innebär att värma upp de stansade lamineringarna till en kontrollerad temperatur - vanligtvis mellan 750 °C och 850 °C för icke-orienterade kvaliteter, och runt 820 °C för kornorienterat stål - och hålla dem där under en definierad blötläggningstid innan kontrollerad kylning. Denna termiska cykel tillåter dislokationer och kvarvarande spänningar i kornstrukturen att slappna av och ordna om, vilket återställer materialets magnetiska karaktär med låg förlust.
Utöver spänningsavlastning återuppbygger eller förbättrar glödgning i en kontrollerad atmosfär också det isolerande ytoxidskiktet på varje laminering. Detta lager är avgörande för den elektriska isoleringen mellan arken. Tillverkare som hoppar över eller otillräckligt utför glödgningssteget riskerar att leverera kärnor som är bullrigare, hetare och mindre effektiva än specificerat - ett betydande problem för kraftöverföring och distributionssystem där kontinuerlig drift förväntas i årtionden.
Design med lågt brus: tacklar magnetostriktion vid källan
Brus är ett ofta förbisett prestandakriterium för transformatorlamineringskärnor. Den primära källan till transformatorbrum är magnetostriktion — Den fysiska förlängningen och sammandragningen av kiselstållaminat när de magnetiseras cykliskt, vanligtvis vid två gånger matningsfrekvensen (100 Hz vid 50 Hz-system). Denna dimensionella cykling genererar vibrationer som utstrålar som hörbart ljud från kärnstrukturen.
Att minska magnetostriktivt brus kräver uppmärksamhet i flera stadier av kärndesign och tillverkning:
- Väljer kiselstål med låg magnetostriktion , speciellt Hi-B eller domänförfinat kornorienterat material, som uppvisar signifikant lägre dimensionell töjning under alternerande magnetiskt flöde.
- Optimera fogdesign — Stegöverlappande fogar, där lamineringarna överlappar varandra i förskjutna lager, minskar den lokala flödeskoncentrationen vid hörn och fogar, vilket direkt minskar vibrationsamplituden.
- Upprätthålla konsekvent klämtryck över stapeln så att laminat inte kan vibrera fritt mot varandra under drift.
- Ansöker avspänningsglödgning efter montering där tillämpligt, vilket minimerar inbyggd mekanisk belastning som förstärker vibrationsresponsen.
Dessa kombinerade åtgärder är särskilt viktiga för transformatorer installerade i bostäder, kommersiella eller bullerkänsliga industrimiljöer, där driftakustiken är föremål för regulatoriska gränser.
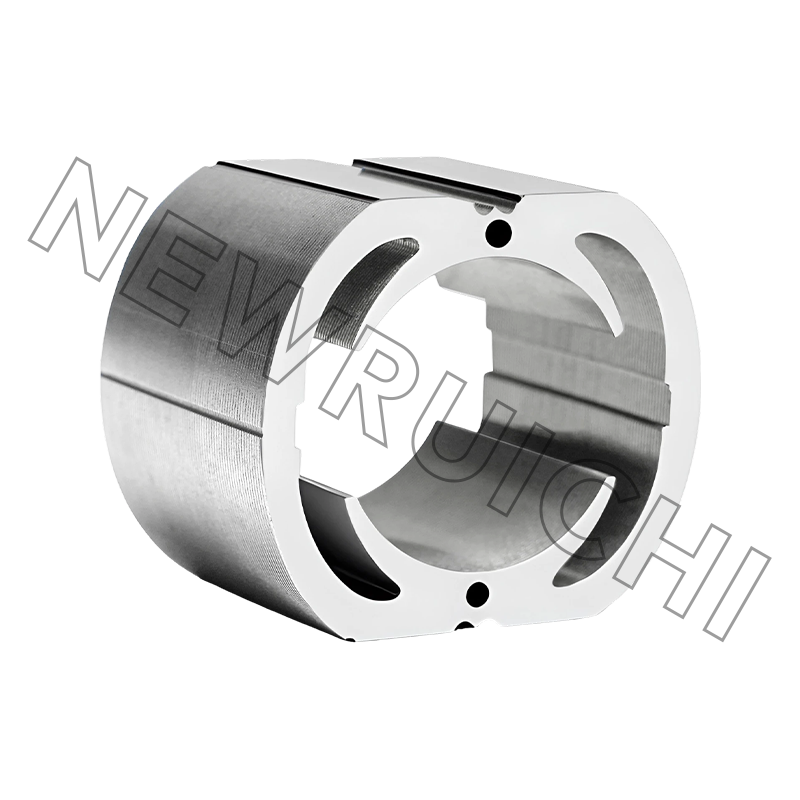
Tillämpningar i kraftöverförings- och distributionssystem
Transformatorlamineringskärnan är inte en engångskomponent – det är en möjliggörande teknik över en rad elektrisk utrustning som stöder modern kraftöverföring och distributionssystem . Att förstå hur kärndesignval kartläggs till specifika applikationer hjälper ingenjörer att välja rätt kärnkonfiguration redan från början.
Krafttransformatorer — Oavsett om enheter i distributionsklass som betjänar stadsdelar eller stora transformatorstationsenheter som minskar överföringsspänningarna — kräver kärnor med lägsta möjliga härdförlust och hög mättnadsflödestäthet. Kornorienterat kiselstål monterat med stegöverlappande fogar och precisionsglödgade lamineringar är standardvalet.
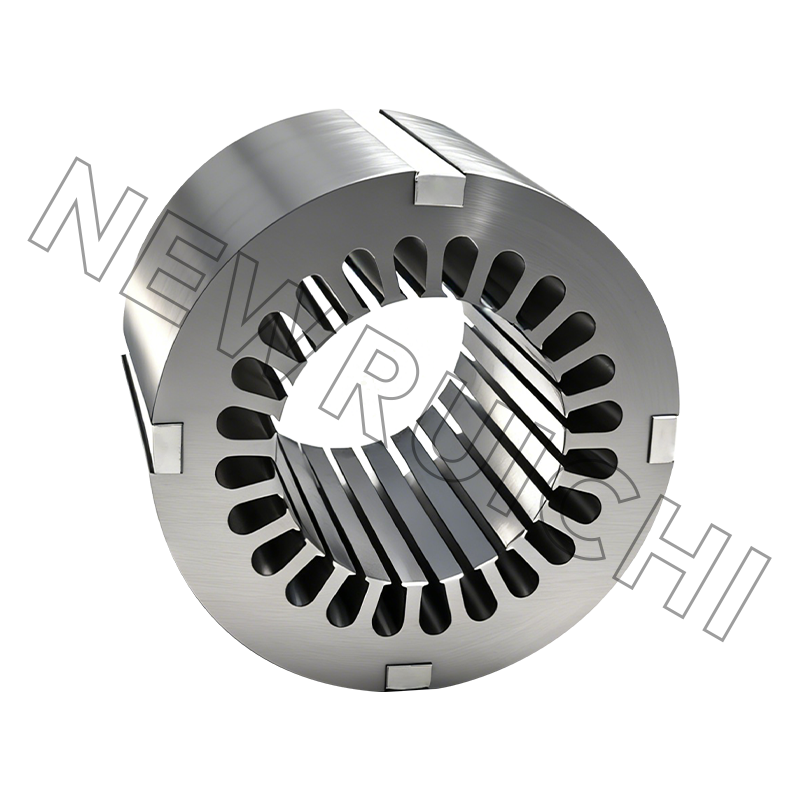
Strömtransformatorer används i skydd och mätning kräver kärnor med mycket hög noggrannhet och linjäritet över ett brett strömområde. Små lamineringstjocklekar och snäv dimensionskontroll är väsentliga här för att bibehålla mättrohet över hela belastningsområdet.
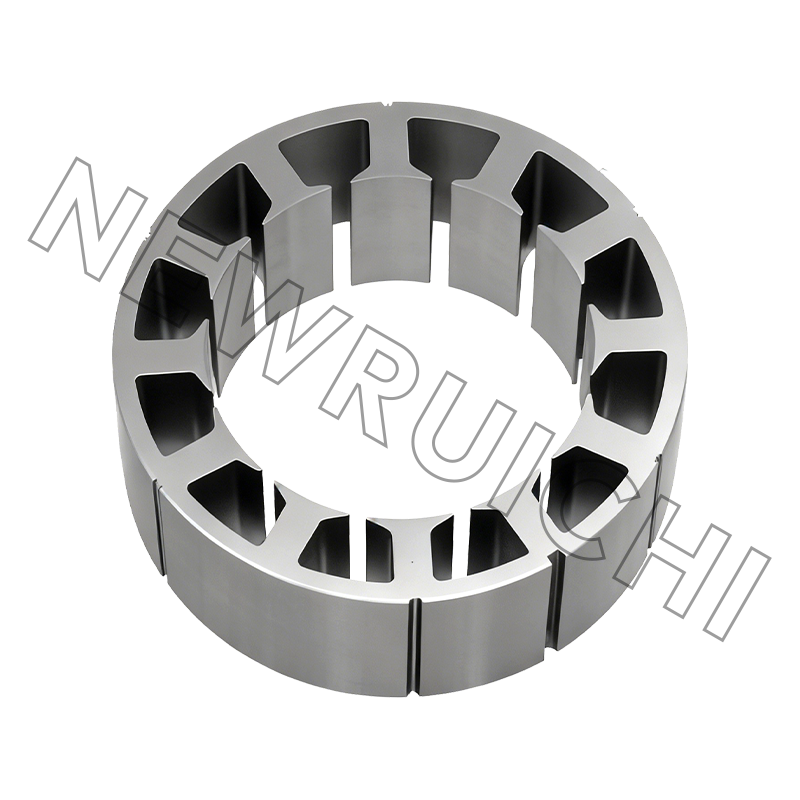
Reaktorer , som används för att begränsa felströmmar eller hantera reaktiv effektkompensation, innehåller ofta gapade kärnor där ett avsiktligt luftgap styr induktansen. Icke-orienterat kiselstål väljs ofta för dessa applikationer med tanke på de flerriktade flödesmönstren som är involverade. Precisionsstämpling säkerställer att luftgap är konsekventa och repeterbara över produktionssatser, vilket är direkt kopplat till reaktorinduktanstolerans.
För alla dessa applikationer leder kombinationen av högkvalitativt kiselstål, precisionsstämpling och korrekta glödgningsprocesser direkt till förbättrad energiomvandlingsprestanda, lägre driftstemperaturer och längre livslängd – resultat som minskar den totala ägandekostnaden för både kraftoperatörer och industriella slutanvändare.
Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
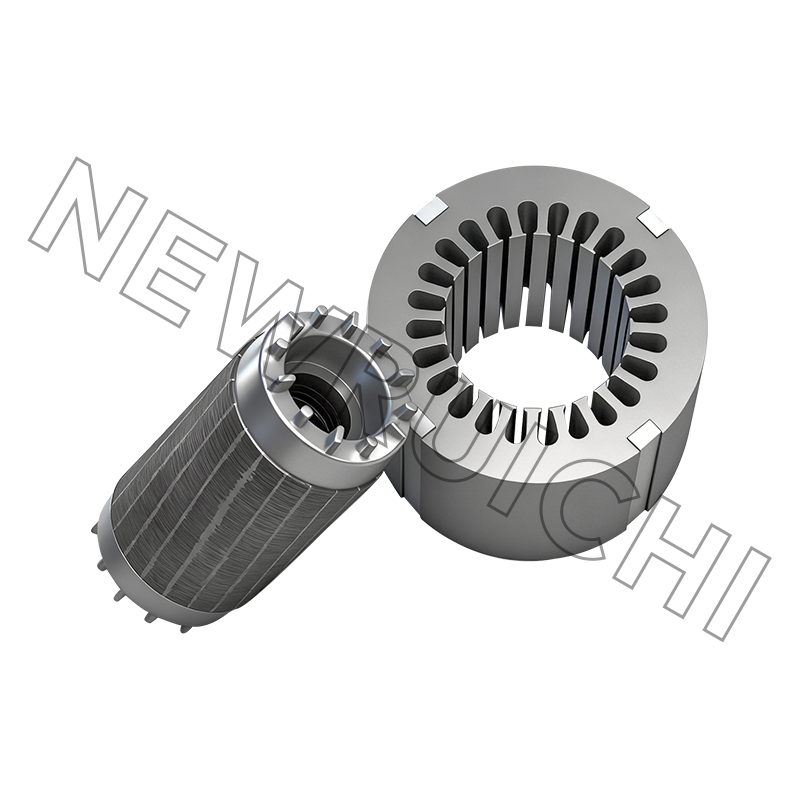
Tillverkare av stator- och rotorkärnor
