 sv
sv
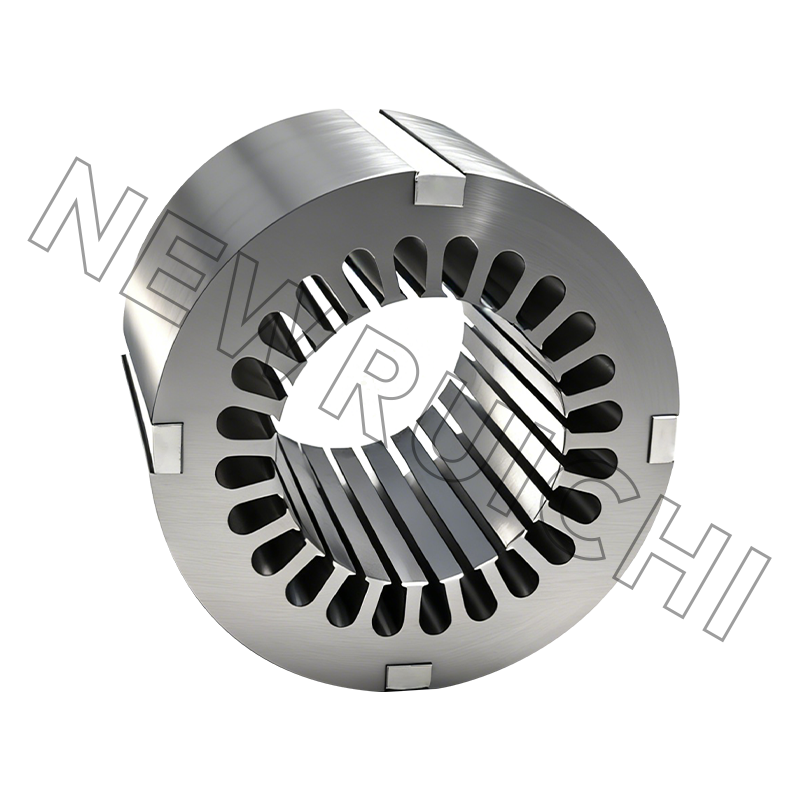
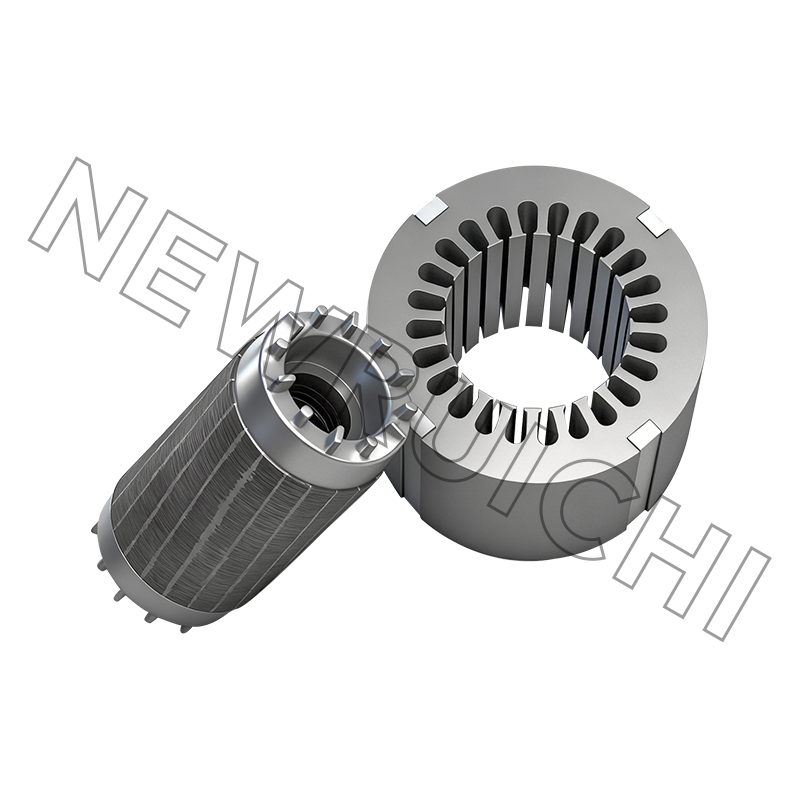
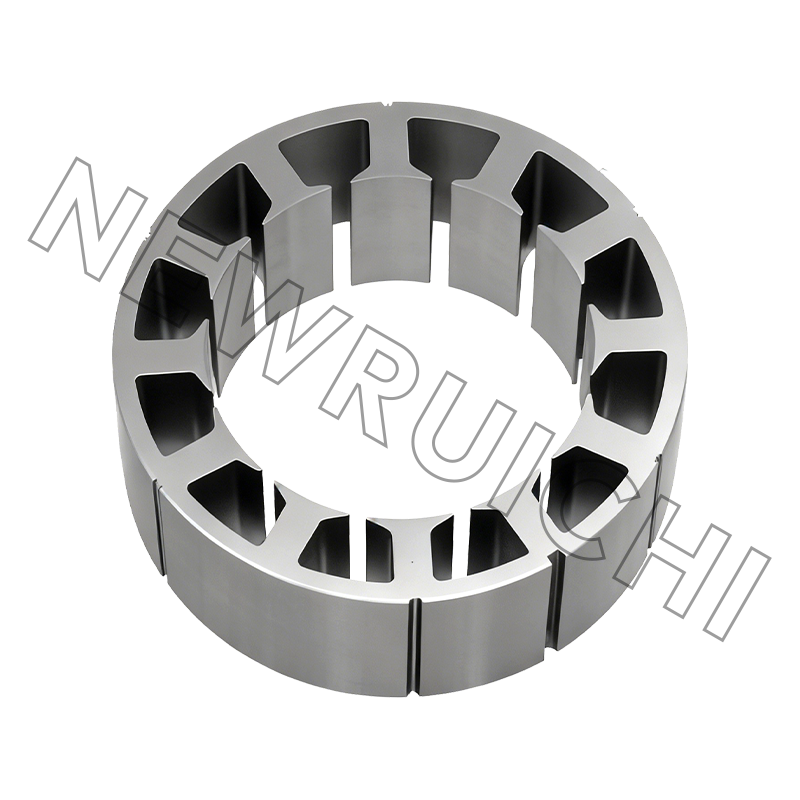
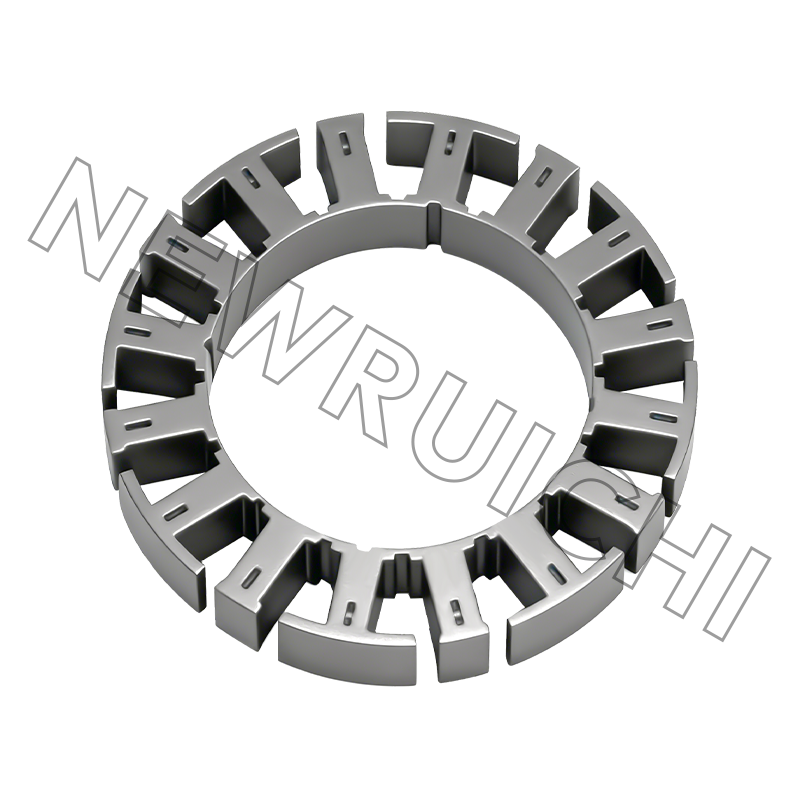
Servomotorstatorkärna & rotorlaminering
Varför motorstatorkärnan definierar servosystemets prestanda
I vilket precisionsrörelsesystem som helst fungerar servomotorn som manövreringsled - översätter elektrisk ingång till kontrollerad mekanisk utgång med känslighet på millisekundnivå. I centrum av den omvandlingsprocessen är motorns statorkärna: den fasta magnetiska strukturen som genererar det roterande elektromagnetiska fältet som driver rotorn. Dess geometri, materialegenskaper och tillverkningsprecision avgör tillsammans hur effektivt och exakt energiomvandlingen sker.
En väldesignad statorkärna gör mer än att leda magnetiskt flöde. Den formar den rumsliga fördelningen av detta flöde över luftgapet, vilket direkt påverkar vridmomentlinjäriteten, bakåt-EMF-vågformens kvalitet och motorns förmåga att upprätthålla exakt positionskontroll över varierande belastningsförhållanden. I robotarmar, CNC-bearbetningscentra och högcykelautomatiska monteringslinjer – miljöer där positionsnoggrannheten mäts i mikrometer och cykeltider i millisekunder – är statorkärnan inte en handelskomponent. Det är ett precisionsprestandaelement.
Tillverkare som behandlar valet och specifikationen av statorkärna som ett tekniskt beslut snarare än ett upphandlingsbeslut uppnår konsekvent bättre resultat på systemnivå: lägre vridmoment, minskad termisk uppbyggnad och längre driftsintervall mellan underhållscyklerna.
Materialval: Grunden för magnetisk prestanda med låga förluster
Lamineringsmaterialets magnetiska och elektriska egenskaper sätter ett absolut tak för motoreffektivitet och dynamisk respons. För servomotorstator- och rotorlamineringar är kiselstål med hög permeabilitet - vanligtvis icke-orienterat elektriskt stål med kiselinnehåll från 2 % till 3,5 % - det valda materialet i precisionsservoapplikationer.
Kisellegering undertrycker virvelströmsförluster genom att öka den elektriska resistiviteten, medan högpermeabilitetsgrader säkerställer att den magnetiska kretsen mättas vid högre flödestätheter, vilket tillåter mer vridmoment per enhet kärnvolym. De viktigaste prestandaparametrarna att specificera vid inköp av lamineringsmaterial inkluderar:
- Kärnförlust (W/kg) — mätt vid specifik flödestäthet och frekvens (t.ex. 1,0 T vid 50 Hz eller 400 Hz för höghastighetstillämpningar). lägre kärnförlust minskar termisk generering och förbättrar effektiviteten vid drifthastighet
- Relativ permeabilitet (μr) — högre permeabilitet minskar den magnetomotoriska kraft som krävs för att uppnå en given flödestäthet, vilket möjliggör mer responsivt vridmoment
- Lamineringstjocklek — Tunnare lamineringar (0,20 mm, 0,27 mm, 0,35 mm) minskar virvelströmsförlusterna vid högre elektriska frekvenser; lämplig tjocklek beror på motorns nominella hastighet och styrbandbredd
- Isoleringsbeläggning — interlaminär isolering (typiskt C-5- eller C-6-beläggning) förhindrar virvelströmmar från att överbrygga mellan staplade lamineringar, vilket bibehåller de avsedda förlustegenskaperna för den sammansatta kärnan
För ultrahöghastighetsservomotorer som arbetar över 10 000 RPM, kan amorfa metallegeringar eller kobolt-järn-kvaliteter specificeras i stället för konventionellt kiselstål, vilket ger avsevärt lägre kärnförluster vid höga frekvenser till en motsvarande kostnadspremie.
Precisionsstämpling: Hur tillverkningsprocessen driver dimensionell konsistens
Övergången från råt elstål till färdigt servomotor stator och rotor lamineringar kräver precisionsstämplingsteknik som kan hålla snäva geometriska toleranser över stora produktionsserier. Dimensionell inkonsekvens i lamineringar - variationer i spårgeometri, tandbredd eller ytterdiameter - översätts direkt till magnetisk asymmetri i den sammansatta kärnan, vilket ger harmonisk distorsion i luftgapsflödet och mätbara ökningar av vridmomentrippel.
Progressiv formstansning är den dominerande produktionsmetoden för servomotorlaminering, och erbjuder den genomströmning och repeterbarhet som krävs för jämn kvalitet i stor skala. Viktiga dimensionella parametrar som kontrolleras under stämpling inkluderar:
- Spårgeometritolerans — Slitsens bredd och djup påverkar direkt lindningsfyllnadsfaktorn och flödesvägsreluktansen. typiska toleransmål för lamineringar av servokvalitet är ±0,02 mm eller tätare
- Gradhöjd kontroll — för stora grader från stansningsskjuvningszonen ökar den effektiva lamineringens tjocklek, äventyrar isoleringens integritet och skapar spänningskoncentrationer som ökar hysteresförlusten; gradhöjden regleras vanligtvis till ≤0,05 mm
- Planhet och camber — Oplatta lamineringar skapar ojämnhet i staplingen som introducerar rotorexcentricitet och vibrationer vid arbetshastighet; planhetsavvikelse specificeras vanligtvis inom 0,1 mm per 100 mm lamineringsdiameter
- Inre och yttre diameter koncentricitet — avgörande för att upprätthålla enhetlig luftgap runt rotorns omkrets, som direkt styr det rumsliga harmoniska innehållet i luftgapets flödestäthetsvågform
Släta kanter som uppnås genom kontrollerat stansavstånd och regelbundet stansunderhåll bidrar också till mekanisk balans under höghastighetsrotation, vilket minskar vibrationsexcitationskrafterna som annars skulle översättas till hörbart ljud och accelererat lagerslitage.
Statorrotorkärndesign: Pole-Space-matchning och magnetisk kretsoptimering
Den statorrotorkärna konfiguration - kombinationen av statorslitsantal, rotorpolantal och deras geometriska förhållande - är den primära designvariabeln som styr vridmomentrippelstorlek, kuggvridmoment och lindningsinduktans i servomotorer. Att få denna kombination rätt är inte bara en fråga om att välja ett högt antal poler eller ett stort antal kortplatser; det kräver systematisk utvärdering av de harmoniska interaktionerna mellan statorns MMF-fördelning och rotorflödesmönstret.
Vanliga pol-slitskombinationer som används i servomotorkonstruktioner och deras prestandaegenskaper sammanfattas nedan:
| Kombination av stolpe/fack | Kuggande vridmoment | Winding Factor | Typisk tillämpning |
|---|---|---|---|
| 8P / 12S | Låg | 0.866 | Allmänt servo, robotik |
| 10P / 12S | Mycket låg | 0.933 | Högprecisionspositionering, direktdrift |
| 6P / 9S | Medium | 0.866 | Kompakt servo, medicinsk utrustning |
| 14P / 12S | Mycket låg | 0.933 | Låg-speed high-torque, collaborative robots |
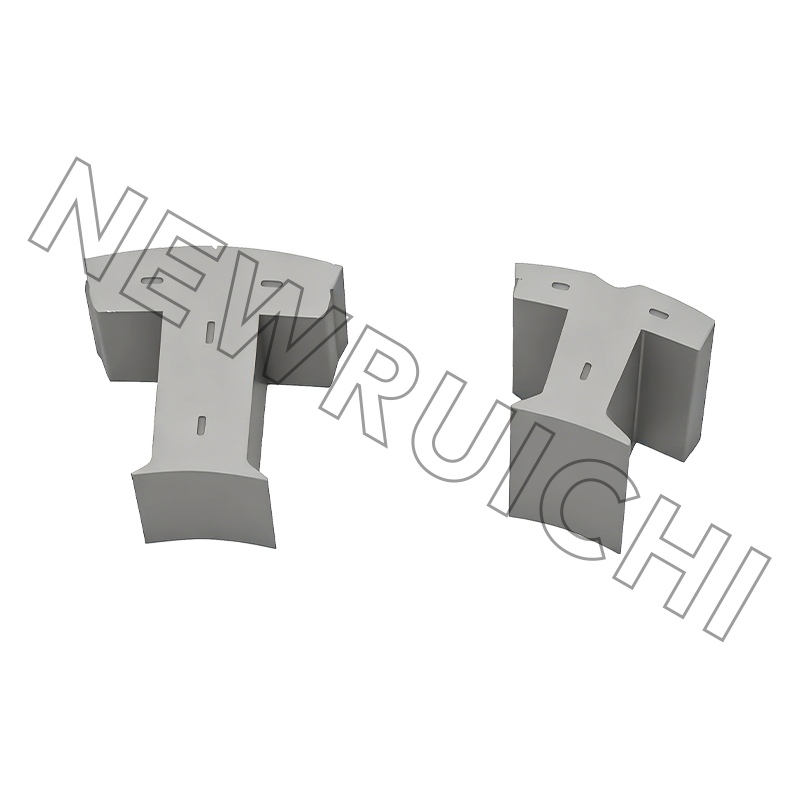
Utöver val av pol-slits, appliceras extra designfunktioner i statorns rotorkärnas geometri – inklusive skevhet i statorspåret, rotormagnetskevhet och tandspetsfasning – för att ytterligare dämpa kuggvridmomentövertoner. Dessa geometriska förbättringar implementeras vid lamineringsstämplingsstadiet, vilket gör deras exakta utförande beroende av samma dimensionella precision som diskuterades i föregående avsnitt.
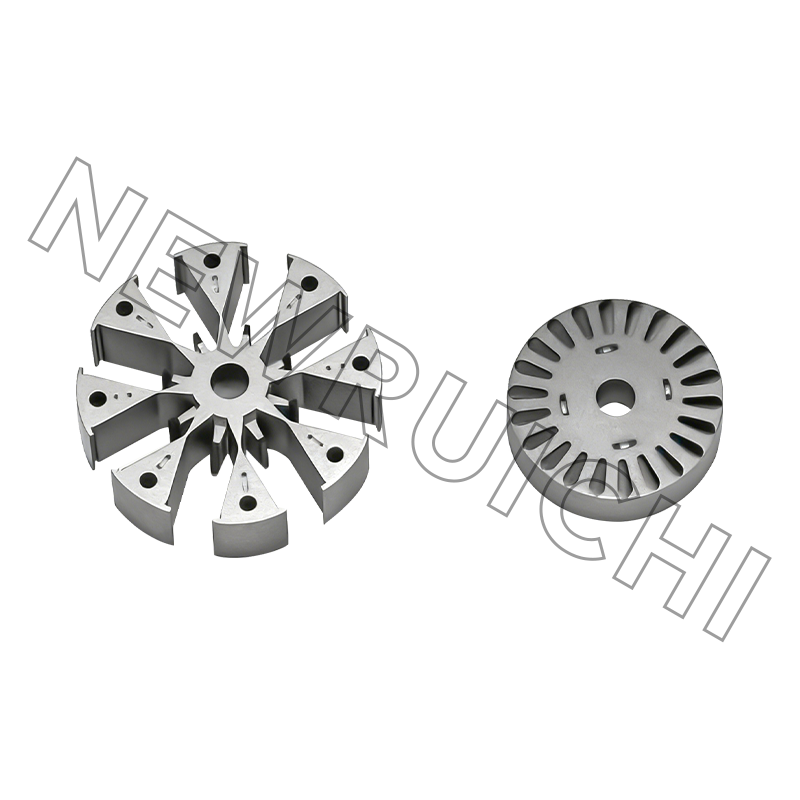
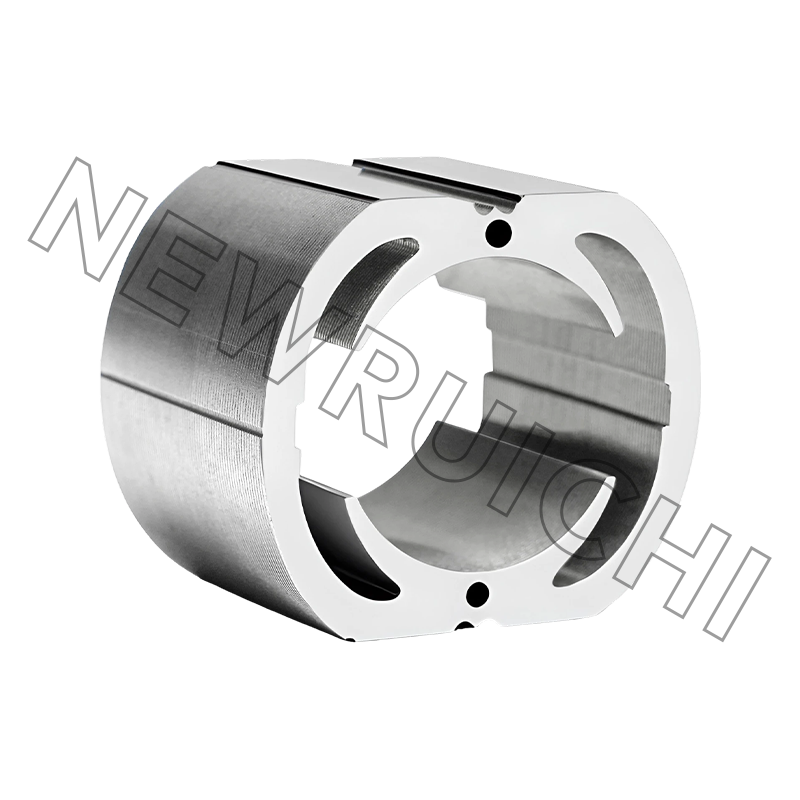
Stapling, limning och kärnmontering: från laminering till funktionella kärnor
Individuella servomotorstator- och rotorlamineringar får sitt fulla funktionella värde endast när de monteras till en sammanhängande staplad kärna med konsekvent inter-laminär kontakt och exakt axiell inriktning. Den valda monteringsmetoden påverkar mekanisk integritet, magnetisk prestanda och lämplighet för nedströms tillverkningsprocesser inklusive lindningsinförande och rotorbalansering.
Den primary stacking and bonding methods used for servo-grade cores are:
- Förregling (självlåsande) — Stämplade fördjupningar eller flikar låser samman intilliggande laminat under stapling, vilket ger mekanisk sammanhållning utan lim eller fästelement. den vanligaste metoden för högvolymproduktion på grund av snabbhet och kostnadseffektivitet
- Lasersvetsning — Axiella svetssträngar applicerade längs den staplade kärnans ytterdiameter. ger en styv sammansättning med god dimensionsstabilitet, även om svetsinducerad spänning marginellt kan öka lokal kärnförlust i de drabbade zonerna
- Adhesiv limning (limmade lamineringsstaplar) — anaeroba lim eller epoxilim applicerade mellan lamineringsytor. eliminerar mekanisk påfrestning från svetsning eller sammanlåsning, vilket bevarar de fulla magnetiska egenskaperna för varje laminering; föredragen för servokärnor med ultralågt brus och hög precision
- Genomgående bult montering — Lameller inriktade på en precisionsdorn och fastklämda med genomgående bultar. används främst för större ramstorlekar där förregling eller svetsning är opraktisk
För rotorkärnor i servomotorer med permanentmagnet är exakt axiell staplingsinriktning särskilt kritisk. Felinriktning mellan rotorlamineringsstapeln och magnetmonteringsgeometrin introducerar asymmetriska flödesbanor som höjer både kuggvridmoment och akustiskt brus under drift.
Anpassningsalternativ för servomotorlamineringsgeometri
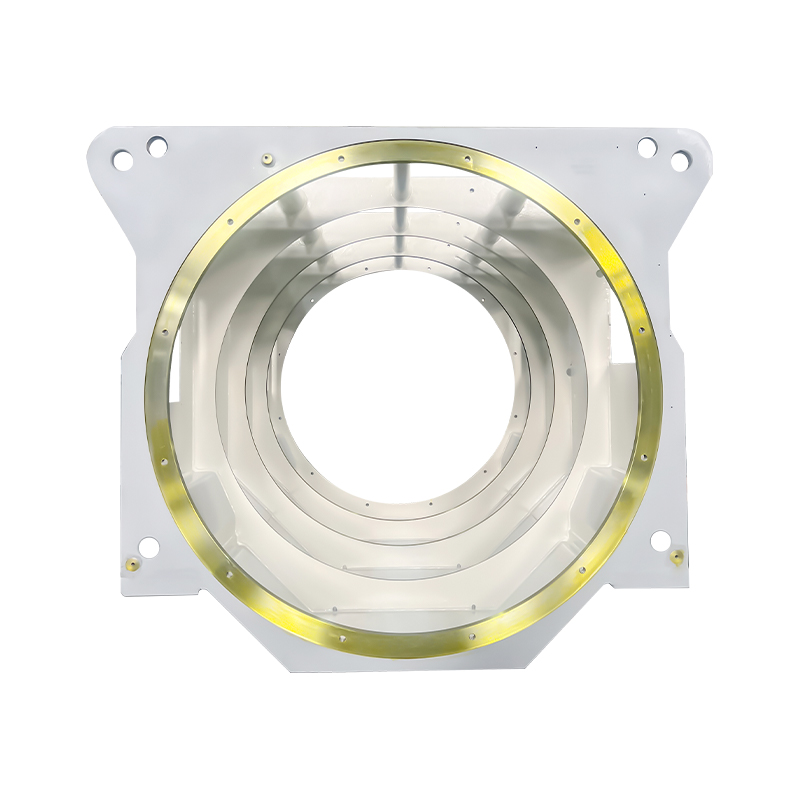
Standard lamineringsgeometrier täcker de vanligaste servomotorernas ramstorlekar och polslitskonfigurationer, men många precisionsrörelseapplikationer kräver skräddarsydda lamineringsdesigner för att möta specifika krav på prestanda, förpackning eller integration. Anpassning av lamineringsgeometri är tillgänglig i följande dimensioner:
- Ytter- och innerdiameter — skräddarsydda för specifika motorramdimensioner eller begränsningar för integration av direktdrift
- Spårform och öppningsbredd — optimerad för specifika lindningstrådsmätare, fyllningsfaktorer och spårläckageinduktansmål
- Tandspetsgeometri — fasvinkel och spetsbredd justerade för att balansera minskning av kuggvridmoment mot flödestäthet i tandspetsområdet
- Rotormagnetficka geometri — för rotorkonstruktioner för inre permanentmagnet (IPM) bestämmer fickformen flödesbarriärens effektivitet och saliency-förhållande, som båda påverkar reluktansvridmomentbidraget och dynamisk styrbandbredd
- Stapellängd — justerad för att möta målen för vridmomentdensitet inom axiella förpackningsbegränsningar
Prototypverktyg för skräddarsydda lamineringsgeometrier kan produceras till relativt låg kostnad med hjälp av tråd-EDM eller laserskärning för initial validering, med progressiva formverktyg i drift när geometrin har bekräftats. Denna tvåstegsmetod gör det möjligt för motorkonstruktörer att upprepa lamineringsgeometrin utan att satsa på verktygsinvesteringar i stora volymer i förtid.
Prestandaresultat: Vad högkvalitativa kärnor levererar i applikationen
Den cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Minskat vridmoment — möjliggör mjukare rörelseprofiler i robotförband och linjära positioneringssteg, med direkta fördelar för ytfinishens kvalitet i bearbetningsapplikationer och vägnoggrannhet i pick-and-place automation
- Lägre drifttemperatur — minskad härdförlust leder till mindre värmegenerering vid nominell belastning, förlänger lindningsisoleringens livslängd och tillåter högre kontinuerliga arbetscykler utan nedsänkning
- Snabbare dynamisk respons — lägre magnetisk förlust och högre permeabilitet förbättrar motorns konstanta vridmomentstabilitet över hela driftshastighetsområdet, vilket stöder snävare bandbredder för strömslingor i servodrivningen
- Minskade vibrationer och akustiskt ljud — kontrollerad planhet i lamineringen, släta spårkanter och exakt rotorbalans dämpar de mekaniska excitationskrafterna som genererar hörbart ljud, ett krav som alltmer specificeras i medicinska, halvledar- och robottillämpningar i samarbete
- Konsekvent batch-till-batch-prestanda — Snäva dimensionella toleranser över produktionsserier säkerställer att motorprestandaparametrar förblir inom specifikationerna under hela produktionsprogrammets livslängd, vilket minskar behovet av individuell motorkalibrering i systemintegreringsstadiet
I högcykeltillverkningsmiljöer där servomotorer kan utföra tiotals miljoner positioneringsrörelser per år, förenas dessa prestandafördelar under systemets livslängd – minskar energiförbrukningen, förlänger underhållsintervallen och förbättrar den totala ägandekostnaden i förhållande till motorer byggda på statorrotorkärnkomponenter med lägre specifikationer.
Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Tillverkare av stator- och rotorkärnor
