 sv
sv
Vindkraftverksgeneratorhus & ramguide
Vindkraftverksgeneratorns strukturella roll
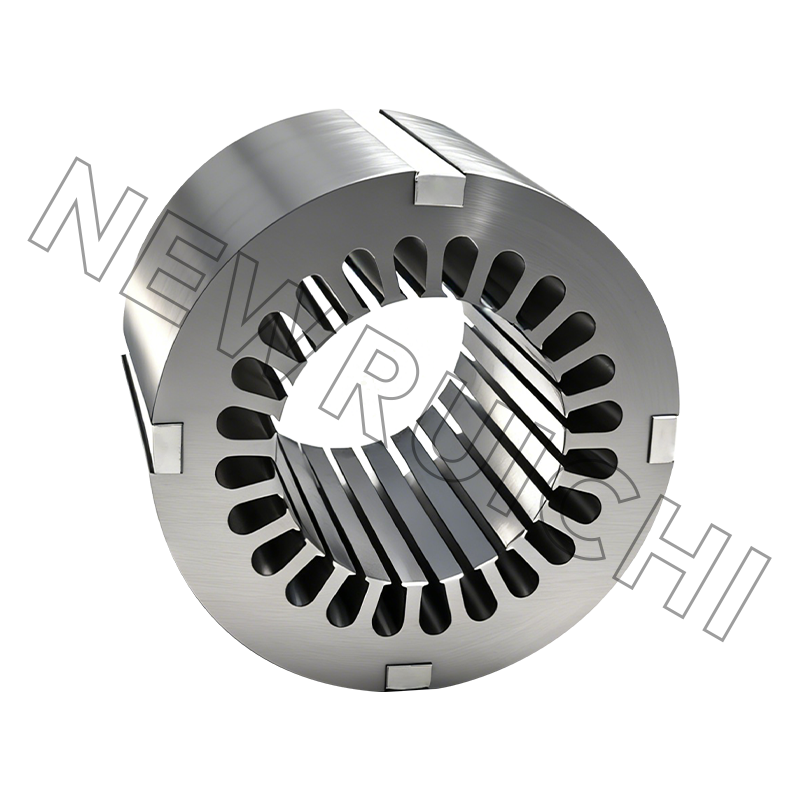
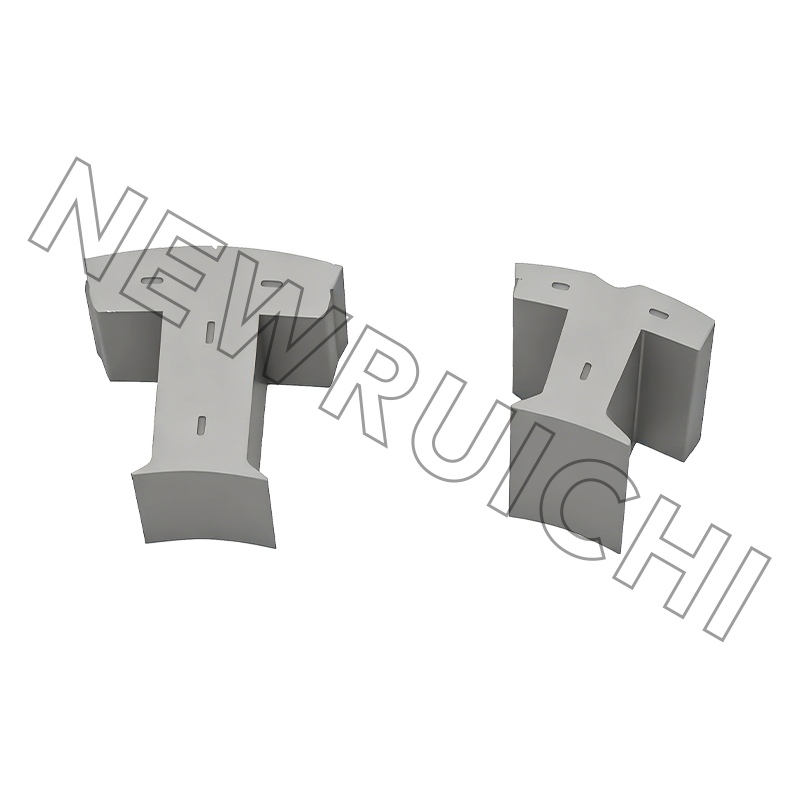
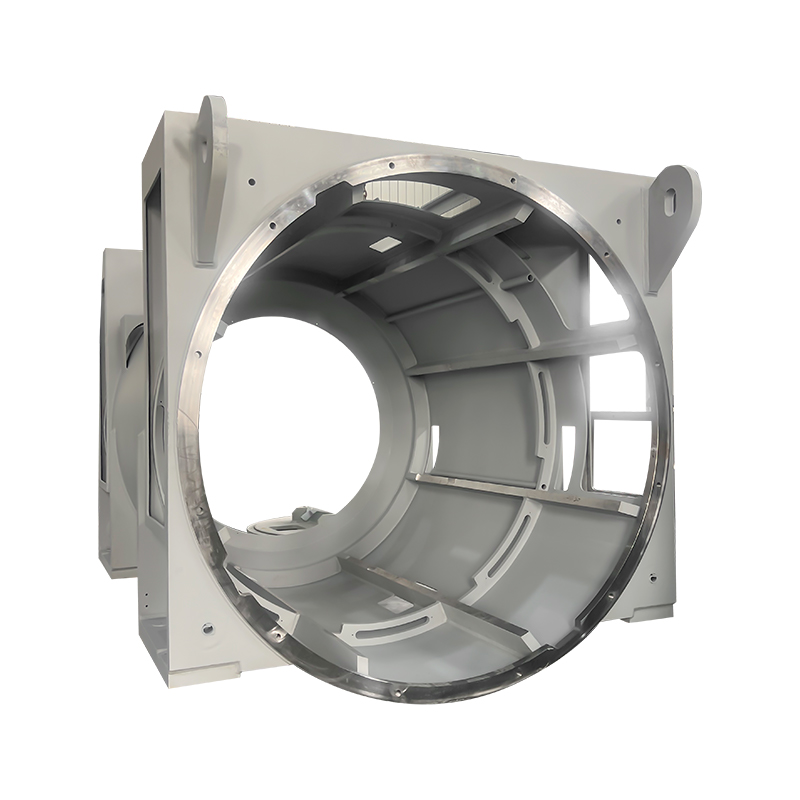
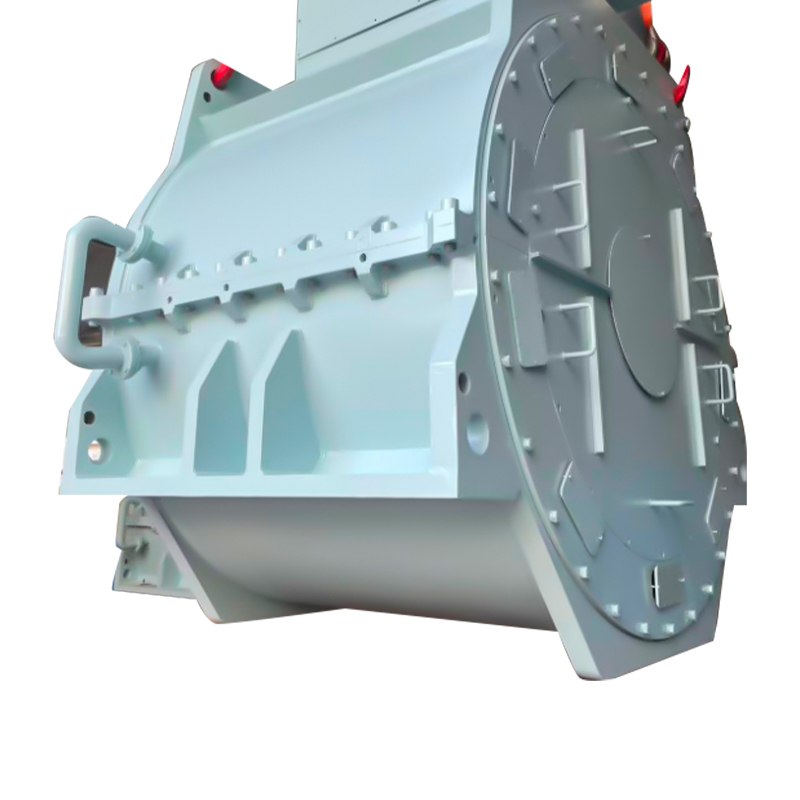
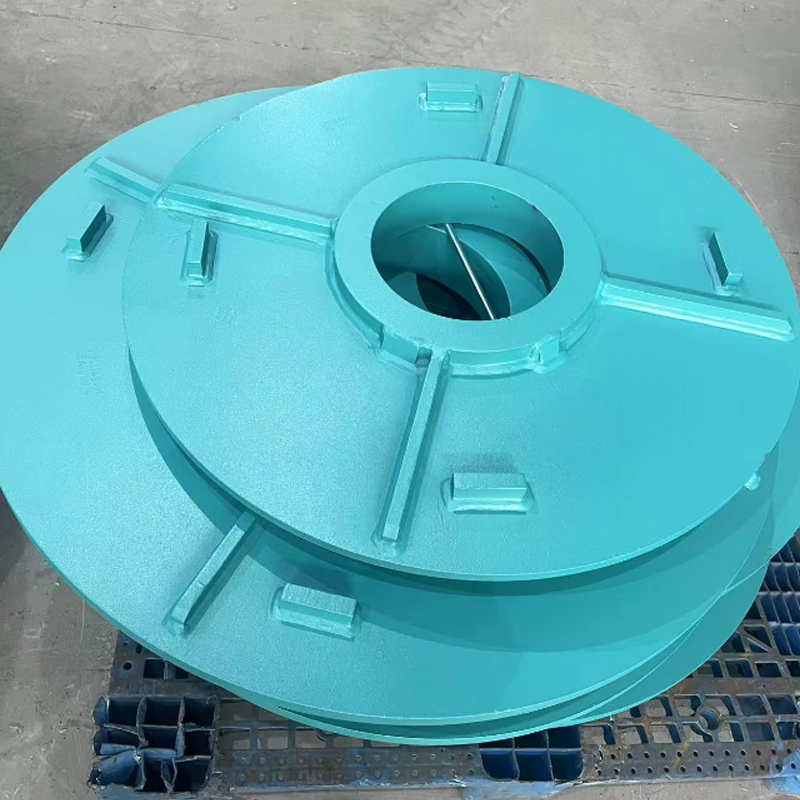
Den vindkraftsgeneratorhus — also referred to as the vindkraftverk generator ram or generator base — is a critical core component of wind power generation units, positioned at the top of the tower inside the nacelle. Dess funktion sträcker sig långt bortom enkla hölje. Den generator housing forms the primary load-bearing interface between the generator and the broader nacelle structure, connecting to the main frame at the front while supporting the full weight of the generator at the rear. In this position, it must simultaneously manage static gravitational loads, dynamic operational torque, wind-induced bending moments, and vibration transmitted through the drivetrain — all while maintaining the precise dimensional relationships required for efficient power generation.
Den importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
Belastningsförhållanden som verkar på generatorramen
Den wind turbine generator frame arbetar i en av de mest mekaniskt krävande miljöerna inom industriell utrustning. Unlike stationary industrial machinery where loads are largely static and predictable, a wind turbine generator housing must withstand a continuous spectrum of dynamic loads whose magnitude and direction change constantly with wind conditions, turbine operating state, and yaw position. Understanding these load categories is essential for appreciating why generator frame design is a sophisticated structural engineering challenge rather than a straightforward fabrication task.
- Gravitationsbelastningar — The dead weight of the generator — typically 15 to 80 tonnes depending on turbine rating — acts as a constant downward force on the generator frame's mounting interface. I större multimegawattturbiner kräver enbart denna statiska belastning ramtvärsnitt och materialspecifikationer som skulle anses vara överkonstruerade i de flesta industriella sammanhang.
- Driftsmoment — The reaction torque from generator electromagnetic braking — the force that resists rotor rotation as electrical power is extracted — is transmitted directly into the wind turbine generator housing. This torque can reach several hundred kilonewton-meters in multi-megawatt machines and reverses direction during grid fault events, imposing cyclic torsional stress on the frame structure throughout the turbine's operational life.
- Vindinducerade böjmoment — Tryckkrafter från rotorn skapar böjmoment som fortplantar sig genom huvudaxeln och växellådan in i generatorramen. In extreme wind conditions — storm survival loads, emergency stop events — these moments reach their peak values and must be absorbed by the frame without permanent deformation that would compromise alignment.
- Vibrations- och utmattningsbelastning — Rotor imbalance, blade passing frequency excitation, gear mesh harmonics, and generator electromagnetic torque ripple all generate vibratory loads at distinct frequencies. The wind turbine generator frame must be designed with sufficient stiffness to avoid resonance at these excitation frequencies and sufficient fatigue resistance to survive the billions of load cycles accumulated over a 20-year service life.
- Denrmal loads — Temperature differentials between the generator housing interior — heated by generator losses — and the external nacelle environment create differential thermal expansion that must be accommodated without introducing misalignment or constraining the generator's thermal growth in ways that damage mounting interfaces.
Designskillnader: växlade vs. direktdrivna turbinkonfigurationer
Den mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Växlade turbingeneratorramar
In conventional geared wind turbines, the low-speed main shaft connects to a gearbox that increases rotational speed before driving a relatively compact high-speed generator. The wind turbine generator frame in this configuration must ensure precise alignment between the gearbox output shaft and the generator input shaft — typically achieved through a flexible coupling, but still requiring the two shaft centerlines to remain within tight angular and parallel misalignment limits under all operating load conditions. The frame's structural design must maintain this alignment despite the deflections caused by generator weight, torque reaction, and dynamic loads, requiring careful finite element analysis during the design phase to verify deflection compliance across the full load envelope.
Direktdrivna turbingeneratorramar
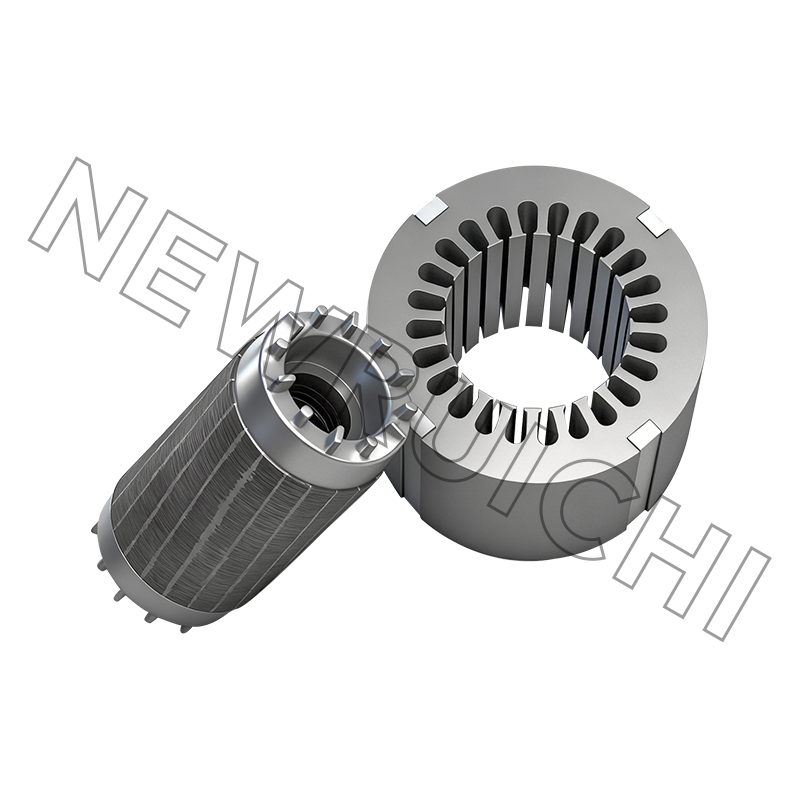
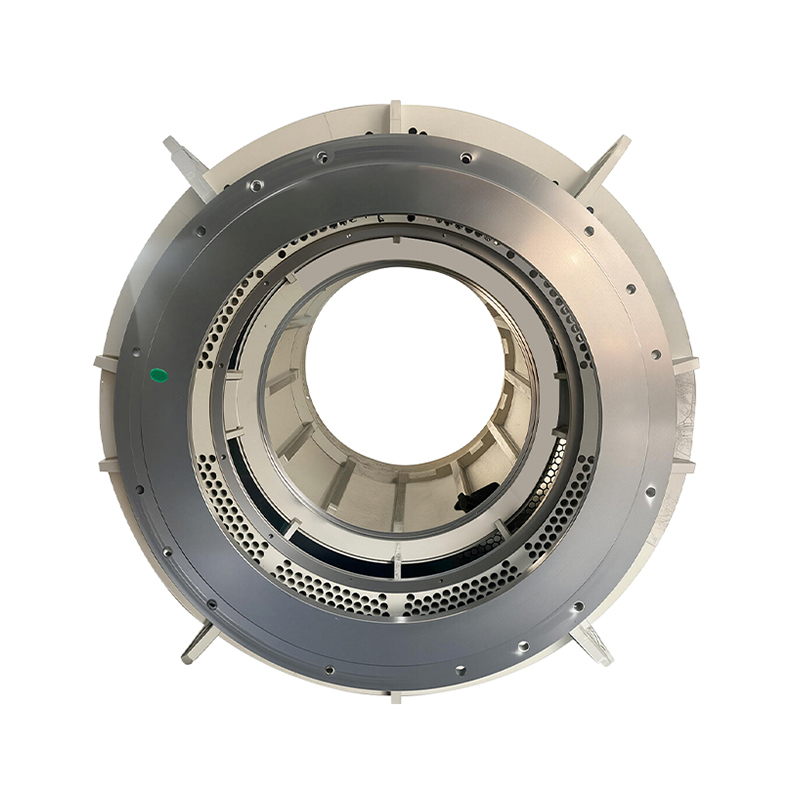
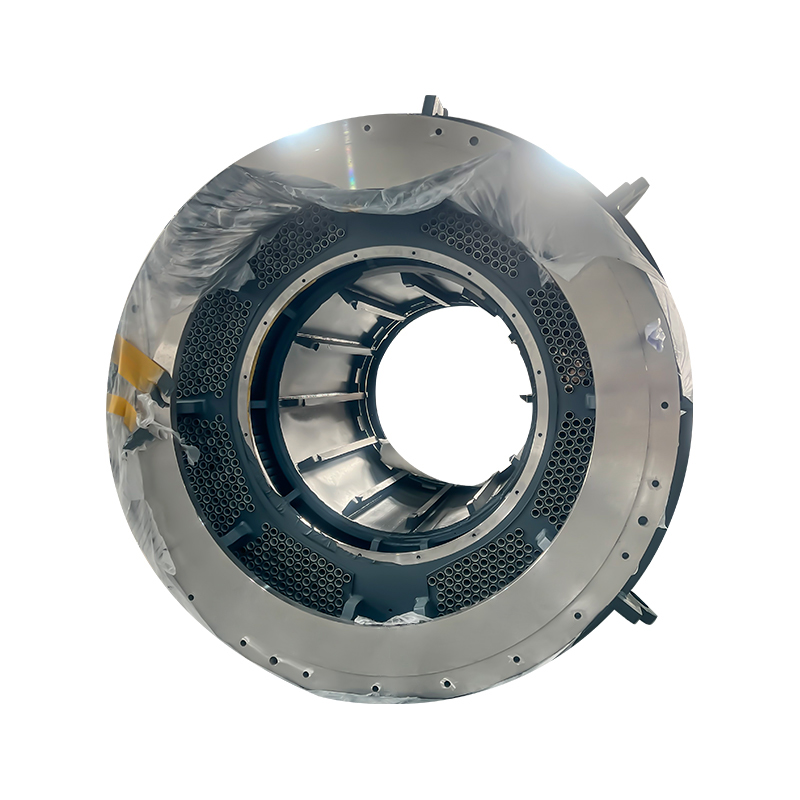
Direktdrivna vindturbiner eliminerar växellådan helt, med rotornavet direkt anslutet till en låghastighetsgenerator med stor diameter. The wind turbine generator frame in direct-drive configurations takes on an even more critical structural role — it must support a generator that is significantly larger and heavier than its geared equivalent (often 50 to 100 tonnes in offshore multi-megawatt machines) while maintaining the precise air gap uniformity between rotor and stator that is essential for electromagnetic efficiency and avoiding rotor-stator contact. The structural frame in direct-drive turbines often integrates with the main bearing housing and forms a continuous load path from the rotor hub to the tower top, making it one of the most complex structural castings or fabrications in the entire turbine.
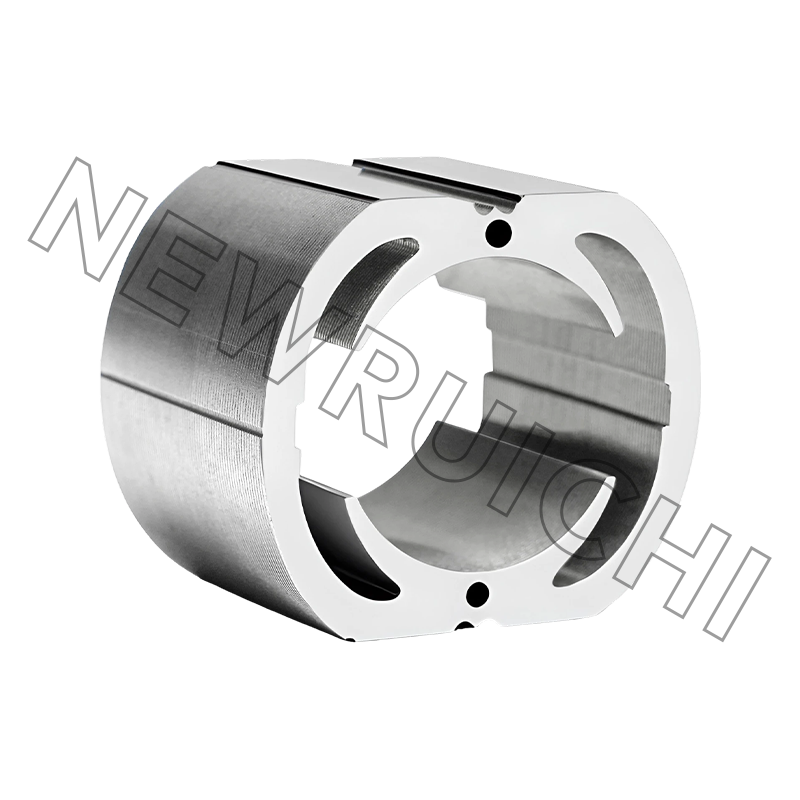
Material och tillverkningsmetoder för generatorhus
Den material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Ståltillverkade ramar
Steel-fabricated wind turbine generator frames are constructed from plate and structural steel sections, cut to profile and welded into the required three-dimensional geometry. Detta tillvägagångssätt erbjuder designflexibilitet – ramgeometrin kan optimeras i detalj utan begränsningarna av gjutningsmöjlighet – och är väl lämpad för låga och medelstora produktionsvolymer där verktygsinvesteringar för gjutning inte skulle vara motiverade. High-strength structural steel grades — S355 and S420 being common specifications — provide the yield strength and toughness required for the fatigue loading environment. Svetskvalitet är den kritiska tillverkningsvariabeln i tillverkade ramar; all structural welds must meet EN ISO 5817 quality level B as a minimum, with full penetration weld inspection by ultrasonic or radiographic testing at high-stress locations.
Gjutna ramar av segjärn
For higher production volumes, ductile iron casting offers significant advantages in producing the complex three-dimensional geometries of the wind turbine generator frame with integrated ribs, bosses, and mounting pads that would be extremely difficult to achieve in fabricated construction. Grade EN-GJS-400-18-LT ductile iron — selected for its combination of strength, ductility, and low-temperature impact resistance for cold-climate installations — is the standard material specification. Cast frames achieve their final dimensional accuracy through precision machining of all critical mounting interfaces, with tolerances on generator mounting pad flatness typically held to within 0.05mm across the full mounting footprint.
| Egendom | Ståltillverkad ram | Gjuten ram i segjärn |
| Geometrisk komplexitet | Måttlig — begränsad av tillverkning | Hög — komplexa interna funktioner möjliga |
| Verktygsinvestering | Låg | Hög (mönster- och kärnverktyg) |
| Enhetskostnad i volym | Högre | Låger |
| Ledtidsflexibilitet | Hög — ingen ledtid för mönster | Låger — foundry scheduling dependent |
| Designändring | Snabb och låg kostnad | Långsamt och dyrt (omarbetning av mönster) |
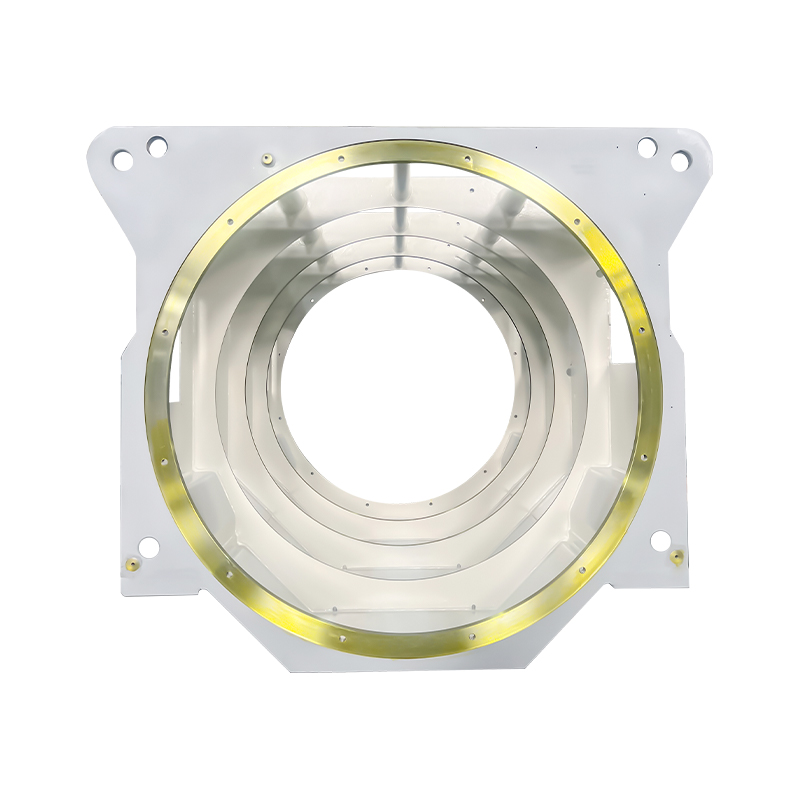
Precisionsuppriktningskrav och bearbetningsstandarder
Den wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
Critical machined features on the wind turbine generator housing include the generator mounting pad faces — which must be co-planar within tight flatness tolerances to ensure even load distribution across all mounting bolts — and the alignment bore or register features that locate the generator concentrically relative to the drivetrain centerline. Positionella toleranser för inriktningsfunktioner specificeras vanligtvis i intervallet ±0,1 mm till ±0,2 mm, uppnådda genom exakta CNC-horisontella borrningar och fräsoperationer med hjälp av storformatsmaskiner som kan rymma helramen i en enda uppsättning. Enbearbetning av alla kritiska gränssnitt eliminerar de kumulativa positionsfel som skulle bli resultatet av ompositionering av arbetsstycket mellan operationer, och anses vara den enda tillförlitliga metoden för att uppnå den erforderliga interfunktionsnoggrannheten på stora generatorramar.
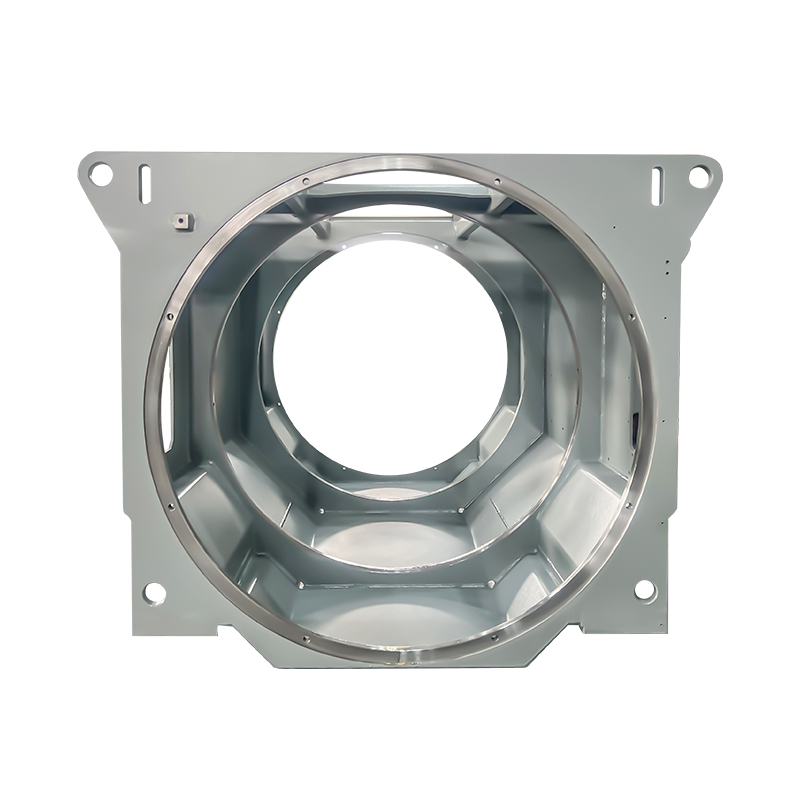
Ytskydd och korrosionsskydd för tuffa miljöer
Wind turbines operate in some of the harshest corrosive environments encountered by industrial equipment — offshore installations face constant salt spray and high humidity, while onshore installations in coastal, desert, and cold-climate regions present their own corrosion challenges. Vindkraftverksgeneratorhuset måste skyddas mot korrosion under hela sin livslängd utan att kräva underhåll av beläggningen som skulle kräva större demontering av gondolkomponenter.
Ytskyddssystem för generatorramar i standardapplikationer på land består vanligen av en zinkrik primer applicerad med högtrycksspruta till en minsta torrfilmtjocklek på 60 mikron, följt av epoximellanskikt och en polyuretantäckfärg, vilket uppnår en total systemtjocklek på 200 till 320 mikron i enlighet med kategorin C4 C4 ISO C49 eller C49. Offshore installations require enhanced protection systems meeting C5-M requirements — often incorporating thermally sprayed zinc or aluminum as an additional barrier under the paint system — to achieve the 25-year maintenance-free corrosion protection that inaccessible offshore nacelle components demand. Maskinbearbetade ytor och precisionsgränssnitt skyddas med löstagbara konserveringsmedel under lagring och transport, avlägsnas under installationen för att återställa monteringsytornas dimensionella noggrannhet.
Kvalitetssäkring och certifiering för Generator Frame Production
Vindturbingeneratorramar är säkerhetskritiska komponenter som omfattas av certifieringskrav från oberoende typcertifieringsorgan – inklusive DNV, Bureau Veritas, TÜV SÜD och Lloyd's Register – vars godkännande krävs innan turbinkonstruktioner kan användas kommersiellt. Kvalitetssäkringskraven för produktion av generatorstomme är på motsvarande sätt rigorösa och omfattar materialspårbarhet, oförstörande undersökning, dimensionsinspektion och dokumenterade processkontroller i varje steg av tillverkningen.
- Materialcertifiering — Alla strukturella stålplåtar och sektioner måste förses med EN 10204 3.2 materialtestcertifikat, verifierade av en oberoende kontrollmyndighet, som bekräftar kemisk sammansättning, mekaniska egenskaper och slagprovningsresultat vid den specificerade testtemperaturen.
- Weld procedure and welder qualification — All strukturell svetsning måste utföras enligt kvalificerade svetsprocedurer (WPS) utvecklade och testade i enlighet med EN ISO 15614, med alla svetsare som innehar aktuella kvalifikationscertifikat för relevant svetsprocess, materialgrupp och fogkonfiguration.
- Non-destructive examination (NDE) — Helgenomträngande svetsar på platser med hög spänning utsätts för ultraljudstestning (UT) eller radiografisk testning (RT) för att upptäcka inre defekter. Magnetisk partikeltestning (MT) tillämpas på alla svetstår och ytområden med hög spänning för att upptäcka ytbrytande och ytnära sprickor som kan initiera utmattningsfel.
- Dimensional inspection report — En fulldimensionell inspektionsrapport, genererad med hjälp av CMM-mätning av alla kritiska egenskaper, tas fram för varje generatorram och bevaras som ett kvalitetsdokument som stöder turbinens certifieringsdokumentation och ger en baslinje för eventuell framtida tillståndsbedömning.
-

Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Tillverkare av stator- och rotorkärnor
