 sv
sv
Varför motortillverkare byter till färdiga kärnor som är klara att installera?
Beyond Individual Laminations: Fodralet för färdiga kärnenheter
I decennier köpte motortillverkarna individuella lamineringar och skötte alla nedströms stapling, uppriktning och fastsättning internt. Även om detta tillvägagångssätt erbjöd maximal flexibilitet, introducerade det också betydande komplexitet: koordinering av flera delprocesser, underhåll av verktyg för varje monteringssteg, utbildning av operatörer i olika tekniker och hantering av kvalitet i varje steg innan en enda användbar kärna uppstod. När produktutvecklingscyklerna komprimeras och försörjningskedjorna kräver större specialisering, har en effektivare modell tagit fäste - en som är byggd kring färdiga kärnor och färdiga motorkärnenheter som anländer till produktionslinjen färdigbearbetade och omedelbart användbara.
Denna förändring är inte bara en fråga om bekvämlighet. Det representerar en grundläggande förändring i hur motortillverkarna allokerar tekniska resurser, hanterar risker och påskyndar tiden till marknaden. När kärnan - det mest magnetiskt och mekaniskt kritiska elementet i en elektrisk motor eller generator - levereras som en stabil, optimerad struktur snarare än en hög med lösa lamineringar, blir varje efterföljande steg i motormonteringen snabbare, mer repeterbar och lättare att kvalitetskontrollera. Att förstå vad som krävs för att producera dessa sammansättningar, och hur man väljer rätt partner för dem, är nu en strategisk prioritet för ingenjörs- och inköpsteam inom motortillverkningsindustrin.
Vad färdiga kärnor som är färdiga att installera faktiskt innehåller
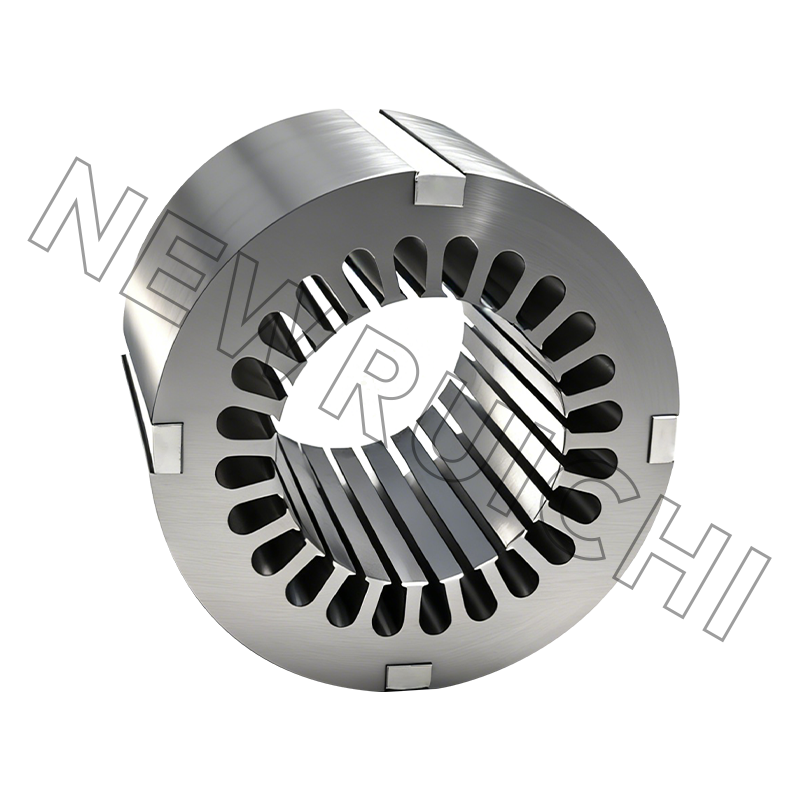
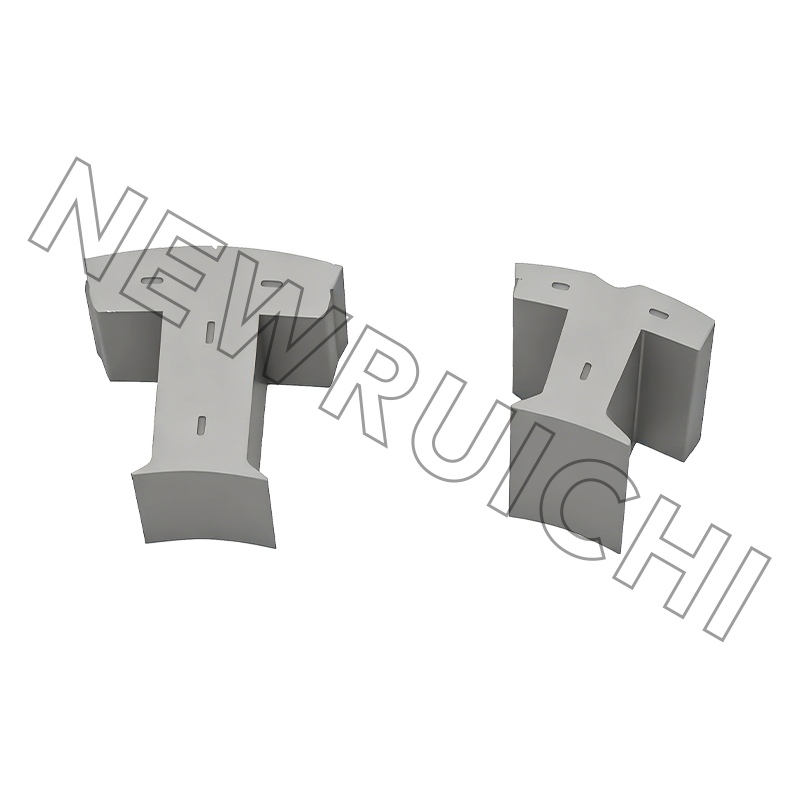
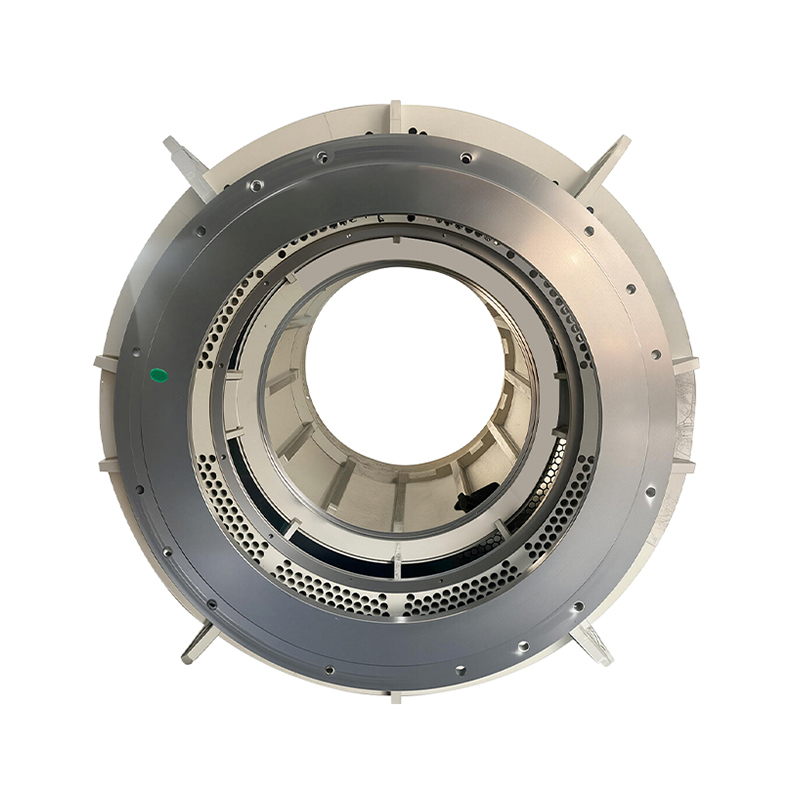
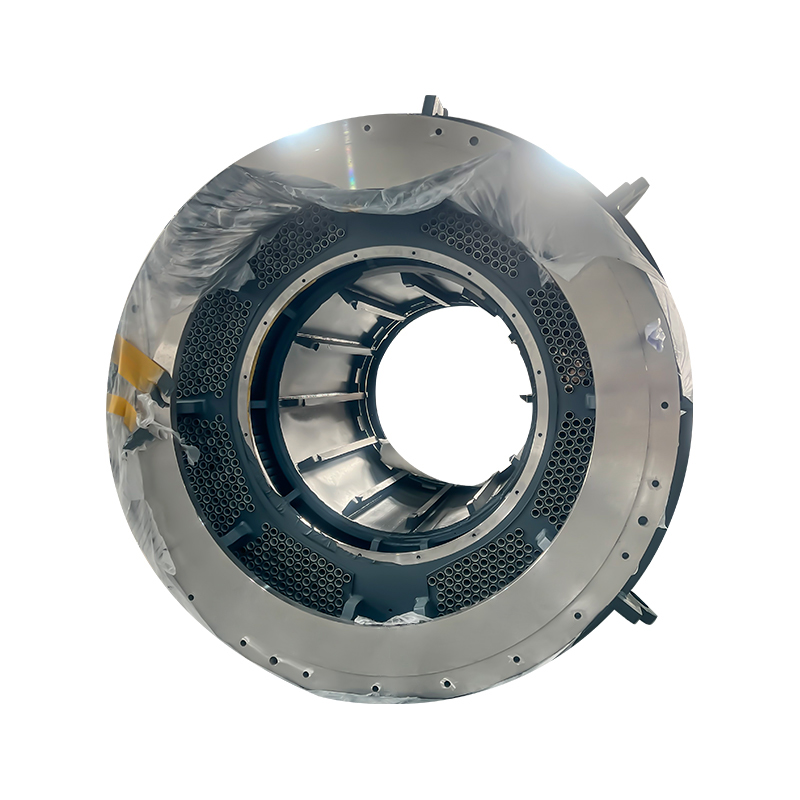
Termen färdiga kärnor som är färdiga att installera omfattar ett brett utbud av leveranser, alla förenade av principen att kärnan anländer till kundens anläggning i ett tillstånd som inte kräver någon ytterligare strukturell bearbetning innan monteringen påbörjas. På basnivån innebär det ett exakt staplat och fäst lamineringspaket — men i praktiken varierar omfattningen av vad "färdigt" innefattar avsevärt beroende på motortyp, applikation och kundkrav.
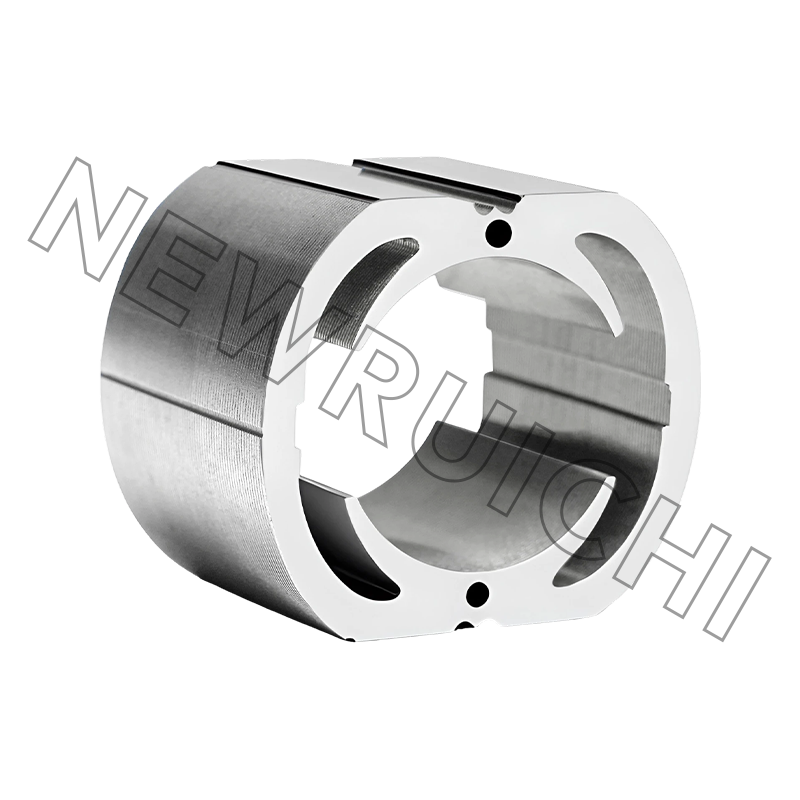
En fullt realiserad färdig kärna integrerar vanligtvis flera processsteg som annars skulle falla på motortillverkaren. Stapling justerar individuella lamineringar i exakta rotations- och axiella orienteringar för att uppnå målstapelhöjden och magnetisk symmetri. Nitning låser mekaniskt ihop lamineringsstapeln med hög klämkraft, vilket säkerställer dimensionsstabilitet under vibration och termisk cykling av motordrift. Svetsning, applicerad längs den yttre omkretsen eller vid angivna svetspunkter, tillför ytterligare strukturell integritet för applikationer med hög belastning. Limning – med hjälp av specialiserade lim mellan lamineringsskikten – specificeras alltmer för ljudkänsliga applikationer, eftersom det eliminerar mikrovibrationen mellan laminat som bidrar till hörbart motorljud och järnförlust. Kombinationen av dessa tekniker, utvalda och sekvenserade enligt de specifika designkraven, är vad som förvandlar en lös stapel av elektriskt stål till en stabil, optimerad magnetisk kärnstruktur.
Kärnmonteringsprocesser: stapling, nitning, svetsning och limning
Var och en av de fyra primära monteringsprocesserna bidrar med en distinkt och icke-utbytbar uppsättning egenskaper till den färdiga kärnan. Att välja rätt kombination – eller förstå varför en leverantör har specificerat ett särskilt tillvägagångssätt – kräver klarhet i vad varje process uppnår och vilka avvägningar den inför.
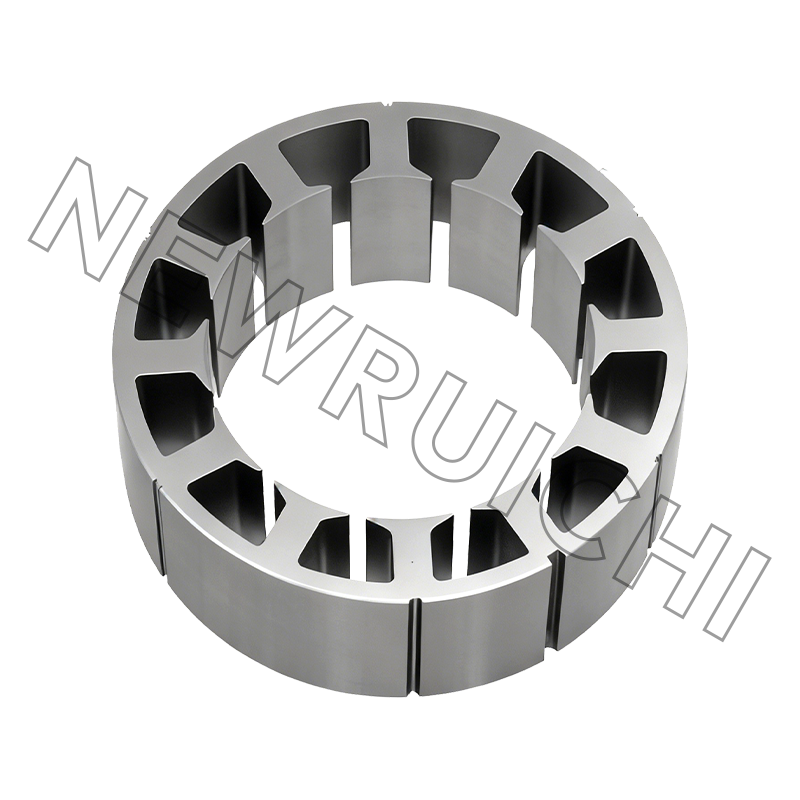
Stapling och orienteringskontroll
Precisionsstapling är grunden för varje kärnmonteringsprocess. Lamineringarna måste vara inriktade inom snäva vinkel- och axiella toleranser för att säkerställa att spårets geometrier, kuggprofiler och okdimensioner är konsekventa över hela stapelhöjden. Även mindre felinställning ackumuleras över hundratals lamineringar, vilket ger stegade ytor som komplicerar införandet av lindningen och försämrar det magnetiska flödeslikformigheten. Automatiserade staplingssystem med vision-guidad inriktning och höjdmätning i processen används i storvolymproduktion av färdiga motorkärnenheter för att upprätthålla toleranser som manuell stapling inte kan uppnå tillförlitligt.
Nitar för mekanisk integritet
Nitning passerar stål- eller aluminiumnitar genom förstansade hål i lamineringsstapeln och deformerar nitändarna under kontrollerad kraft, vilket skapar en fastklämd enhet som motstår axiell separation och relativ lamineringsrörelse. Denna process är snabb, kostnadseffektiv och allmänt användbar för stator- och rotorkärngeometrier. Nitmönstret, materialet och klämkraften är konstruerade för att bibehålla stapelns integritet utan att skapa kortslutningsvägar mellan lamineringarna - en viktig elektromagnetisk prestandaövervägande som måste balanseras mot mekaniska krav i varje design.
Svetsning för högspänningsapplikationer
Lasersvetsning och TIG-svetsning längs statorkärnornas ytterdiameter eller längs axiella svetslinjer på rotorkärnor ger högre foghållfasthet än enbart nitning, vilket gör svetsade enheter till det föredragna valet för höghastighetsmotorer, dragtillämpningar och miljöer utsatta för kraftiga vibrationer. Svetsgenomträngningsdjup, vulstgeometri och värmetillförsel är noggrant kontrollerade för att minimera termisk distorsion och förhindra bildandet av interlaminära ledande broar som skulle öka virvelströmsförlusterna.
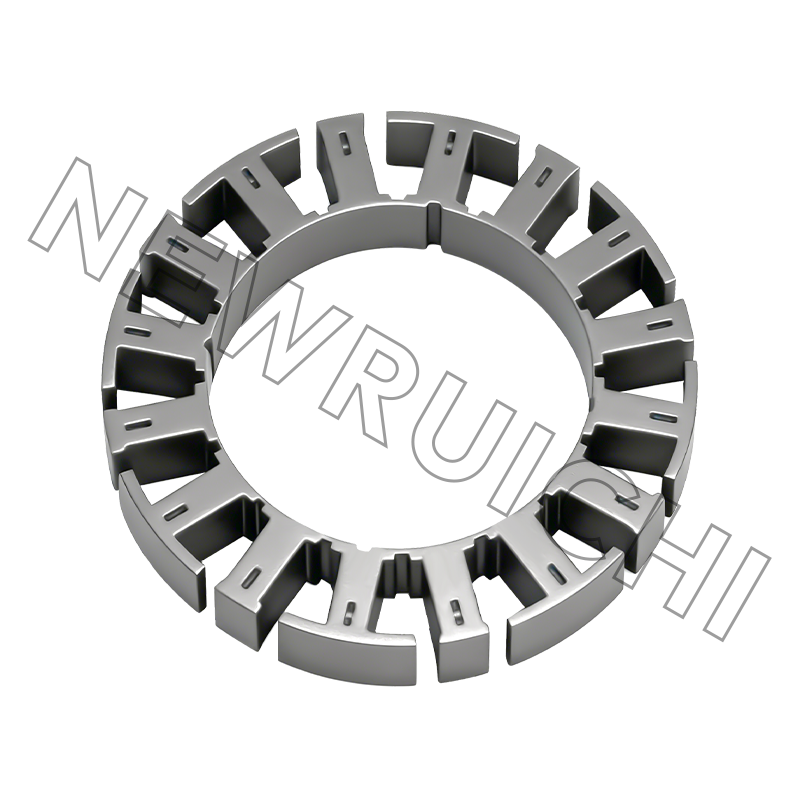
Bonding för buller och effektivitetsoptimering
Adhesiv bindning mellan laminat – med termiskt härdade eller UV-härdade strukturella lim – eliminerar de mekaniska kontaktgränssnitten som är den primära källan till vibrationsinducerat ljud i konventionella nitade eller svetsade kärnor. Bondade kärnor fördelar också klämspänningen jämnt över lamineringsytan snarare än att koncentrera den vid nit- eller svetspunkter, vilket minskar lokaliserade spänningsinducerade ökningar i magnetisk koercitivitet. För premium EV-traktionsmotorer, HVAC-kompressormotorer och precisionsservodrifter, levererar sammanfogade färdiga kärnor mätbara förbättringar i både akustisk prestanda och total motoreffektivitet.
Valfria tillägg: Skaftmontering och isoleringsbehandling
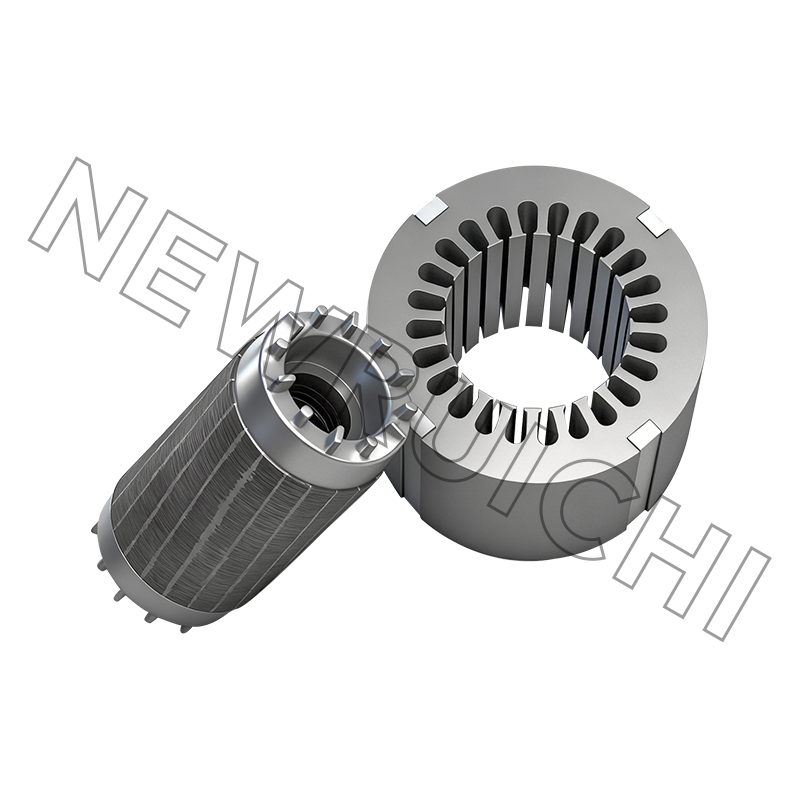
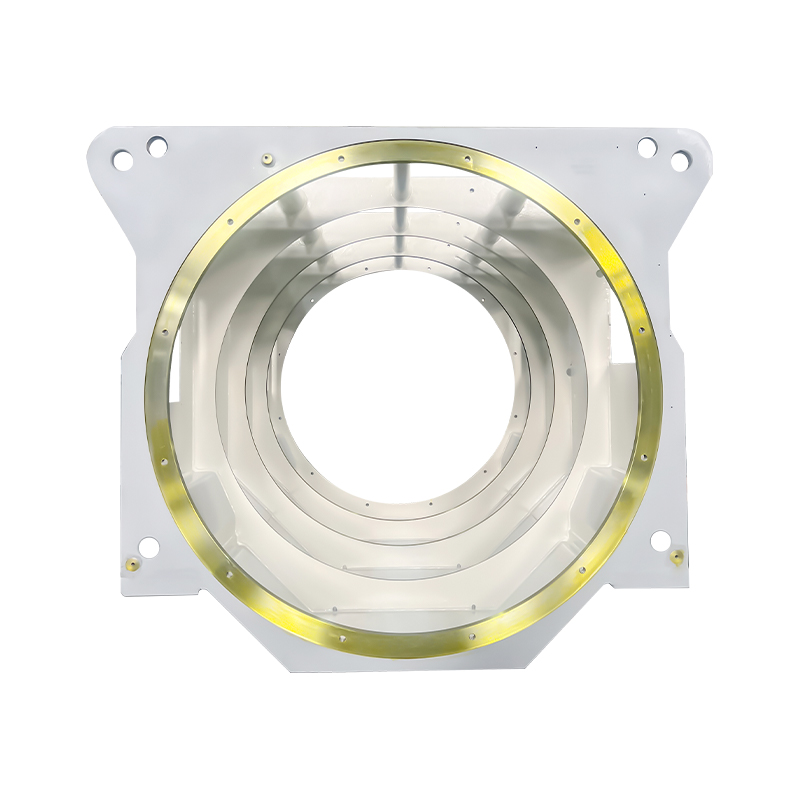
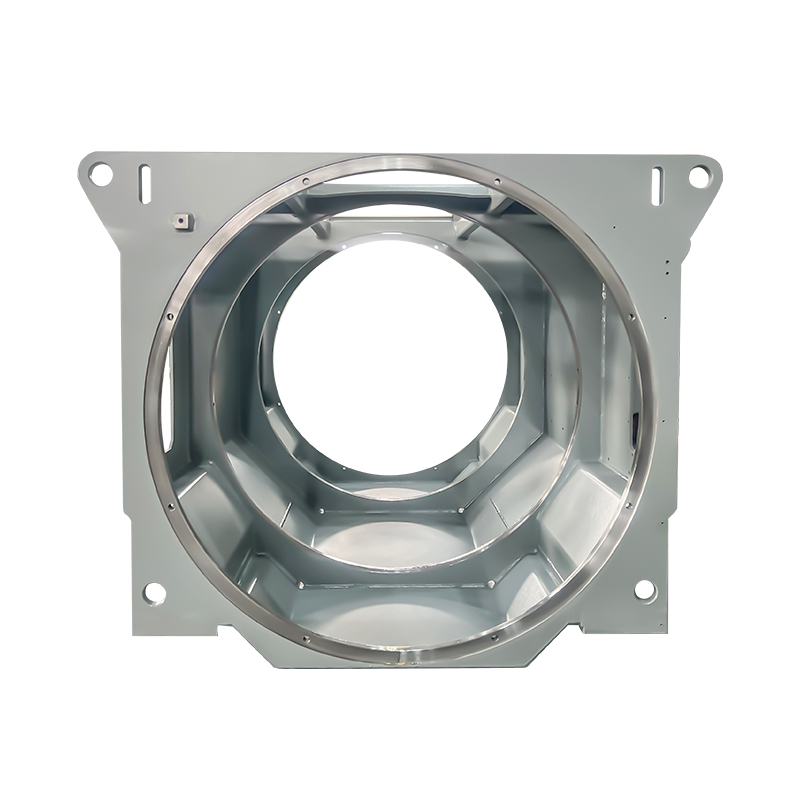
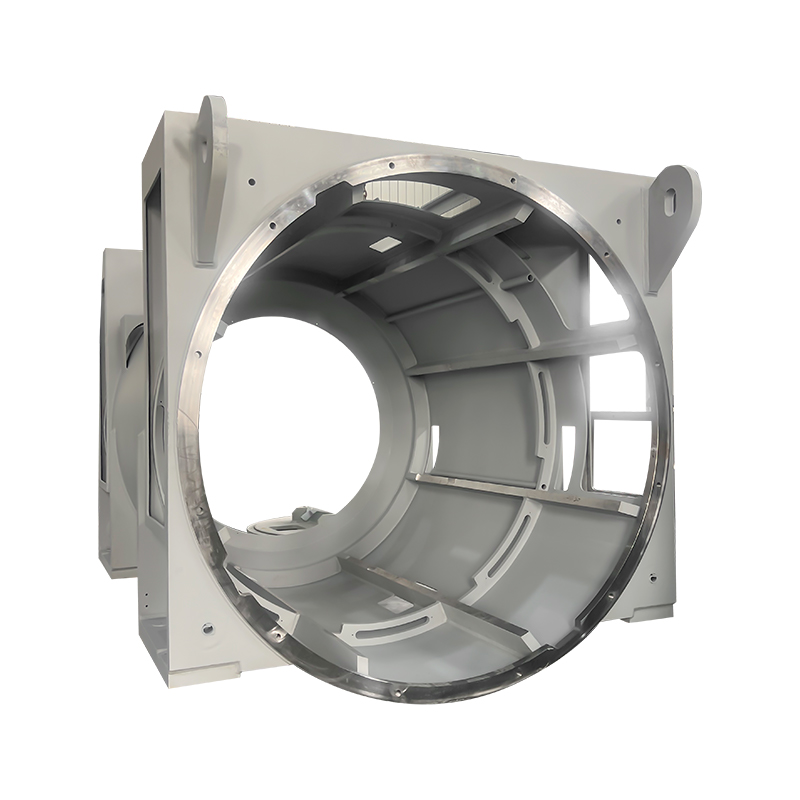
Utöver kärnfästprocesserna, leverantörer av Färdiga motorkärnenheter erbjuda alltmer integrerade tilläggstjänster som ytterligare komprimerar kundens interna monteringsarbete. Två av de mest slagkraftiga alternativen är axelmontering och isoleringsbehandling - som båda, när de utförs på kärnleverantörsnivå, eliminerar hela processtegen från motortillverkarens produktionslinje.
- Axelenhet: Att pressa eller krympa rotorkärnan på motoraxeln kräver exakt styrning av interferenspassningen, specialiserad pressutrustning och noggrann termisk hantering för att undvika lamineringsskador. När kärnleverantören utför denna operation får kunden en balanserad rotordel som är redo för lagerinstallation – vilket tar bort en tekniskt krävande process från en monteringslinje som kanske saknar de specialiserade verktygen för att utföra den på ett tillförlitligt sätt i skala.
- Isoleringsbehandling: Spårisolering - oavsett om den appliceras som förformat isoleringspapper, pulverlackering eller flytande epoxiimpregnering - skyddar lindningsledare från elektrisk kontakt med kärnstålet och tillhandahåller den dielektriska barriären som krävs för långsiktig motortillförlitlighet. Mottagande kärnor med slitsisolering redan applicerad gör det möjligt för lindningsoperatörer att påbörja införandet av spolen omedelbart, utan ett mellanliggande isoleringsförberedelsesteg som annars skulle kräva separat utrustning och kvalitetsverifiering.
- Ytbehandling och beläggning: Anti-korrosionsbeläggningar, lackering eller anodisering kan appliceras på kärnenheten före leverans, vilket eliminerar hantering och maskering vid motormonteringsanläggningen och säkerställer en konsekvent kosmetisk och skyddande finish på varje enhet.
- Dimensionell och magnetisk verifiering: Inspektionsrapporter före leverans – inklusive stapelhöjd, håldiameter, koncentricitet och uppmätta härdförlustdata – ger motortillverkare den inkommande kvalitetsdokumentation som behövs för att ta emot monteringar direkt i produktion utan överflödiga inkommande inspektionssteg.
Hur färdiga kärnaggregat förkortar produktlanseringstiderna
Ett av de mest övertygande argumenten för att köpa färdiga kärnor och färdiga motorkärnor är den direkta inverkan på utvecklingen av nya produkter. När motortillverkare är ansvariga för alla kärnprocesssteg internt, kräver varje ny produktdesign kvalificering av staplingsfixturer, nitverktyg, svetsparametrar och isoleringsappliceringsprocesser – en valideringsbörda som kan lägga till veckor eller månader till utvecklingsschemat innan en enda prototyp för produktionen sätts ihop.
Att lägga ut denna komplexitet på en erfaren kärnmonteringsleverantör överför dessa kvalifikationsbördor till en anläggning med etablerade processer, validerad utrustning och dedikerade ingenjörsteam. Motortillverkaren tar emot färdiga enheter som redan har klarat dimensionella och magnetiska karakteriseringar, vilket möjliggör omedelbar utveckling till lindning, impregnering och testning på systemnivå. Iterativa designändringar – justeringar av spårgeometri, variationer i stapelhöjder eller uppgraderingar av materialkvalitet – kan hanteras snabbt utan att motortillverkaren behöver omkvalificera interna verktyg. Denna smidighet är särskilt värdefull på konkurrensutsatta marknader där förmågan att ta en ny motordesign från prototyp till produktion på kortast möjliga tidslinje är en direkt kommersiell fördel.
Jämföra leveransmodeller: lösa lamineringar vs. färdiga sammansättningar
Beslutet mellan att köpa lösa lamineringar och köpa färdiga motorkärnenheter är i slutändan ett strategiskt beslut som balanserar intern kapacitet, produktionsvolym, kvalitetskontrollkrav och risker i leveranskedjan. Följande tabell sammanfattar de viktigaste skillnaderna mellan de två leveransmodellerna över de dimensioner som är mest relevanta för motortillverkare:
| Dimension | Lösa lamineringar | Färdiga motorkärnenheter |
| Internt verktyg krävs | Hög — stapling, nitning, svetsfixturer behövs allt | Låg — verktyg som hanteras av leverantören |
| Komplexitet för löpande band | Hög — flera processsteg krävs före lindning | Låg — kärna levereras redo för omedelbar användning |
| Kvalitetskontrollpunkter | Många — varje internt processsteg måste verifieras | Färre — leverantörsverifierad före leverans |
| Ny produktlanseringshastighet | Långsammare – intern processkvalificering krävs | Snabbare — leverantören sköter kvalificeringen |
| Lämplighet för låga till medelstora volymer | Mindre effektiv — hög fast kostnad per enhet | Väl lämpad - inga fasta verktygsinvesteringar krävs |
| Designflexibilitet | Hög — full intern kontroll över processparametrar | Hög — förändringar genomförda i samarbete med leverantören |
Att välja rätt färdig kärnmonteringspartner
Kvaliteten på en färdig motorkärna är oskiljaktig från kapaciteten och processdisciplinen hos leverantören som producerar den. Att utvärdera en potentiell partner kräver att man ser bortom pris och ledtid för att bedöma djupet av deras tekniska förmåga över hela monteringsprocesskedjan. Nyckelkriterier inkluderar utbudet av tillgängliga fästtekniker – en leverantör som endast erbjuder nitning kan inte tjäna applikationer där limning eller svetsning är tekniskt nödvändig – såväl som precisionen och repeterbarheten för deras staplings- och uppriktningssystem, deras tillvägagångssätt för kvalitetsövervakning i processen och deras förmåga att tillhandahålla dokumenterade dimensionella och magnetiska prestandadata med varje leverans.
Lika viktigt är leverantörens tekniska supportförmåga. De bästa leverantörerna av färdiga kärnor som är färdiga att installera fungerar som samarbetande designpartners och ger input om lamineringsgeometri, stackhöjdsoptimering, processval och val av materialkvalitet under motorutvecklingsfasen – inte bara att utföra en fast ritning efter att designen har frysts. Detta tidiga engagemang möjliggör design som är optimerad för både motorprestanda och tillverkningseffektivitet, vilket minskar kostnaderna och tiden förknippade med designiterationer som kunde ha förutsetts med tidigare leverantörsengagemang. För motortillverkare som har åtagit sig att förkorta produktlanseringstiderna och förbättra konsistensen i sina färdiga sammansättningar, är valet av en leverantör med denna djupa förmåga ett av de beslut som har störst inflytande i upphandlingsprocessen.

Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade med *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Upphovsrätt © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Tillverkare av stator- och rotorkärnor
